Introduction
Conveyor belt fires are not fringe events. MSHA documented 114 conveyor belt fires in underground coal mines between 1970 and 1988 — roughly six per year — resulting in injuries and millions of dollars in property damage. A subsequent regulatory analysis recorded three fatalities and extensive rehabilitation costs from belt entry fires between 1980 and 2007.
The financial picture is equally stark. FM Global's loss data shows fire accounts for 98.5% of indoor conveyor losses by cost, with total gross losses exceeding $150 million over a single 10-year period. That's before accounting for production downtime, regulatory penalties, or reputational damage.
The problem is built into how conveyors work: they span long distances, run continuously, and carry both heat sources and combustible loads at the same time. That combination makes fire more likely — and harder to contain once it starts.
This guide covers the specific causes of conveyor fires, the detection technologies matched to each fire type, and the prevention practices that reduce the risk of a runaway loss.
Key Takeaways
- Friction from seized rollers causes 40% of all conveyor belt fires — mechanical maintenance is the highest-impact preventive measure
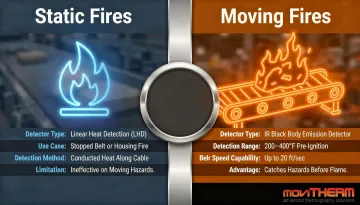
- Static fires call for linear heat detection (LHD); moving fires require IR blackbody emission detectors or thermal cameras — the fire type determines the right tool
- Belts traveling at up to 20 ft/sec create insufficient dwell time for point detectors to trigger on moving hazards
- Thermal imaging cameras detect pre-ignition hot spots in the 200–400°F range — before smoke or flame appears
- Effective prevention combines detection, automated shutdown, regular housekeeping, and routine mechanical inspections — no single measure is enough on its own
The Unique Fire Risks of Conveyor Systems
Conveyor systems present a fundamentally different fire risk than stationary equipment. The belt itself is fuel. It spans potentially kilometers. It operates continuously, often unattended. And it moves heat sources alongside combustible loads — creating conditions where ignition is more likely and containment is harder.
What Causes Conveyor Belt Fires?
MSHA data points to four primary ignition sources:
- Friction from seized idlers/rollers — the leading cause at 40% of all conveyor fires. Belt surface temperatures from friction can exceed 500°F (260°C), sufficient to ignite coal dust or belt material directly
- Belt misalignment — creates edge friction and uneven wear that compounds heat buildup; even fire-retardant belts can ignite under sustained frictional energy from a jammed idler
- Fugitive material and carryback — dust and spillage around tail pulleys and return rollers foul rolling components, cause bearing failure, and serve as ready fuel
- Human error and process failures — loading hot materials onto belts, leaving conveyors stopped with undischarged loads, and neglecting cleaning schedules are recurring causes in MSHA incident investigations

Combustible dust also introduces explosion risk through the Dust Explosion Pentagon: fuel, ignition, oxygen, dispersion, and confinement — all five elements present inside a typical conveyor enclosure.
The Aracoma Alma Mine fire (2006) shows how these failures combined. A misaligned longwall belt generated frictional heat that ignited accumulated coal dust, grease, oil, and belt shavings — materials that passed MSHA flame tests but still propagated fire, killing two workers.
Why Conveyor Fires Spread So Quickly
The fuel load is continuous. Conveyor enclosures contain the belt, accumulated coal dust, grease, and often combustible bulk material — all arranged in a linear path that lets fire travel the system's full length.
U.S. Bureau of Mines research found that CO concentrations from burning conveyor belts can reach 1% (10,000 ppm), considered lethal in under 10 minutes, and that smoke obscuration reaches critical visibility levels before belt flame even spreads fully.
Second, moving fires defeat conventional point detectors. Belts travel at up to 20 ft/sec, meaning burning material passes a thermal sensor so quickly that insufficient heat energy transfers to trigger an alarm. By the time standard detectors register anything, the hazard has already traveled well past the detection zone — and past any chance of early suppression.
Safety Guidelines for Conveyor Fire Detection and Prevention
Conveyor fire safety requires a layered architecture: detection technology matched to the fire type, integrated with automated suppression, and backed by consistent operational discipline. Continuous monitoring is the expectation for high-risk applications — not periodic inspection alone.
General Fire Safety Precautions
Baseline practices that reduce ignition probability and fuel availability:
- Remove fugitive material regularly — coal dust, carryback, and spillage from belt paths, tail pulleys, transfer points, and structural beams; accumulated material is both fuel and a barrier to fire crew access
- Never leave conveyors standing with an undischarged load for extended periods; stationary belts with loaded material increase spontaneous combustion and friction ignition risk
- Replace damaged or seized rollers immediately — don't defer; a single seized roller is the most common single-point ignition source
- Use flame-resistant greases and lubricants on all rolling components
- Monitor and actively correct belt tracking — misalignment is both an ignition cause and an accelerant
Choosing and Installing the Right Fire Detection System
The most important decision is matching detection technology to fire type. Getting this wrong leaves real gaps in protection.
Static fires vs. moving fires:
| Fire Type | Definition | Right Detector |
|---|---|---|
| Static fire | Fire on a stopped belt or within housing | Linear heat detection (LHD) |
| Moving fire | Burning material on a live, traveling belt | IR black body emission detectors |
Linear heat detection (LHD) works by registering abnormal temperatures along the full length of a cable strung above the belt. It's effective for static conditions and structural fires. It's not suited for moving fires — the dwell time problem means hot material traveling at speed won't transfer enough energy to trigger the cable before it has passed.
IR black body emission detectors respond to radiated energy rather than conducted heat. They detect non-ignited material in the 200–400°F range — well below ignition temperatures of 1,000–1,800°F for burning coal — which means they catch hazards before fire begins. A typical alarm threshold is an object of at least 40 square inches at 280–380°F passing at speeds up to 20 ft/sec.
Thermal imaging cameras mounted above belt loading and discharge zones add visual confirmation alongside temperature data, enabling operators to assess anomalies remotely.
MoviTHERM's integrated monitoring systems combine FLIR A-Series or Optris PI Series cameras with the iTL cloud platform, delivering 24/7 automated alerts via text, voice, and email the moment a thermal anomaly is detected. The iTL Gateway evaluates temperature readings multiple times per second; local alarm response triggers immediately upon threshold breach, independent of cloud update rate.
CO detection adds an early warning layer in enclosed environments. CO off-gasses during pre-combustion before heat or smoke is measurable, making CO monitors valuable in conveyor tunnels, reclaim areas, and transfer houses where air currents are predictable. MSHA mandates CO sensors on all underground coal mine belt conveyors (30 CFR 75.1103-4), and a 2018 NIOSH survey found 100% of underground coal mines use them.
Detector placement:
- Mount LHD cable as close to the belt as possible, within 2 ft per FM Global DS 7-11
- Position IR detectors at loading ends so stopping the belt places the detected hazard under the suppression zone
- Install an additional IR detector before the discharge point
- Use IP67-rated protective enclosures with lens-cleaning air systems in dusty environments to maintain detector integrity
Safety During Conveyor Operation and Monitoring
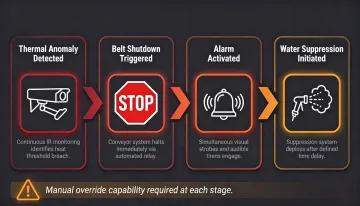
Detection only works when it's connected to a response chain. Every alarm should initiate a defined sequence:
- Connect detection to automatic belt shutdown and suppression — the sequence should stop the conveyor, trigger an alarm, and after a defined time delay, initiate water spray; manual override capability is required
- Train operators on alert thresholds — they must distinguish nuisance signals from genuine fire indicators and know exactly when to initiate manual shutdown vs. waiting for automated response
- Install CCTV at stop zones outside direct operator sightlines so personnel can visually confirm fire status before or after a suppression event
- Verify suppression nozzle coverage aligns with detector placement — a detection zone that doesn't correspond to a suppression zone wastes the entire detection investment
Environmental Conditions That Increase Risk
Certain environments require additional precautions:
- Dust degrades IR lens performance and can foul LHD cable sensing elements — dusty conveyor environments require more frequent cleaning than NFPA 72's annual minimum
- Moisture intrusion can trigger false alarms in electrical detection systems; specify enclosures rated for actual site conditions (IP67 minimum for dusty/wet environments)
- Enclosed conveyor structures and underground tunnels are elevated-risk configurations — limited ventilation accelerates toxic smoke accumulation, egress is restricted, and fire spreads faster; these environments require more redundant detection layers and faster automated suppression response
Common Conveyor Fire Safety Mistakes to Avoid
Four patterns show up repeatedly in conveyor fire incidents — and each one compounds the risk of the others.
Relying solely on smoke or flame detectors. By the time visible smoke or open flame registers, the fire has already grown beyond incipient stage. Standard smoke detectors perform poorly in the dust-laden, high-vibration environment of an active conveyor — prone to false alarms and blind to slow-developing friction fires.
Assuming fire-retardant belts eliminate fire risk. NIOSH experimental research confirmed that all conveyor belt types — including fire-resistant neoprene, PVC, and SBR — can be ignited at ventilation velocities as low as 1.02 m/s. Fire-retardant belts raise the ignition threshold; they don't make the system non-flammable. That risk compounds when combustible bulk material is also present. The Aracoma Mine investigation confirmed this directly.
Treating detection and suppression as separate systems. A detector that can't trigger automated belt shutdown provides limited real protection. Suppression without accurate zone-level detection wastes water and causes unnecessary damage. Both systems need to be integrated and tested together — sequenced shutdown depends on accurate zone-level data, and that sequencing has to be verified before an incident, not during one.
Skipping routine testing and inspection. NFPA 72 (Table 14.4.3.2) sets annual functional testing of heat, smoke, and CO detectors as the minimum standard. In active conveyor environments, that minimum isn't enough. Three failure points appear consistently in high-dust applications:
- IR detector lenses foul between scheduled service intervals
- LHD cables sustain damage during routine roller maintenance
- Suppression nozzles clog without quarterly visual inspection
Industry practice calls for quarterly lens cleaning and visual checks — not annual. A system that hasn't been tested to that standard won't perform reliably when it counts.
Conclusion
No single technology or practice prevents conveyor fires on its own. Matching detection technology to fire type is the foundation:
- LHD cables for static, enclosed conveyor runs where heat builds gradually
- IR black body emission detectors and thermal imaging for moving material hazards with fast-changing heat signatures
- CO monitors in enclosed or underground environments where combustion gases accumulate before flames appear
Each technology layer must be integrated with automated suppression and backed by disciplined housekeeping and mechanical maintenance.
Treat conveyor fire detection as an ongoing operational standard, not a one-time installation. Conveyors age, environments change, and operational demands shift over time. Regular system testing, personnel training, and periodic technology reviews keep detection capability current — so the system intervenes early, before a hot spot becomes a shutdown.
Frequently Asked Questions
What fire detection system is used for conveyor belts?
Conveyor belt fire detection typically uses a layered combination: linear heat detection (LHD) for static fire scenarios, infrared black body emission detectors or thermal imaging cameras for moving fires and pre-ignition hot spots, and CO sensors in enclosed environments. These should be integrated with automated belt shutdown and suppression systems.
What types of sensors and detectors are used for conveyor fire detection?
Each sensor type fills a different role. LHD cables cover long belt runs continuously; point IR detectors target specific ignition sources like sparks and embers; thermal imaging cameras provide wide-area temperature mapping; and CO sensors catch pre-combustion off-gassing in enclosed or underground environments where smoke detection lags.
What causes conveyor belt fires?
The primary causes are friction from seized rollers or misaligned belts (accounting for 40% of fires per MSHA), carryback and fugitive material fouling rolling components, spontaneously combustible bulk materials such as PRB coal, and human error including loading hot materials onto the belt or leaving stopped conveyors with undischarged loads.
Can thermal imaging cameras detect conveyor fires before they ignite?
Yes. Thermal imaging cameras detect elevated surface temperatures in the pre-ignition range — identifying overheated idlers, friction hot spots, and abnormally warm bulk material at 200–400°F before smoke or flame develops. This enables intervention before fire ignites.
Are all conveyor belts fire-resistant?
No conveyor belt is fully non-flammable. NIOSH research confirms that all standard belt materials — including fire-retardant neoprene, PVC, and SBR types — can ignite when sufficient heat energy is applied. Fire-retardant belts raise the ignition threshold but do not eliminate fire risk.
How often should conveyor fire detection systems be tested and inspected?
NFPA 72 (Table 14.4.3.2) requires annual functional testing of heat detectors, smoke detectors, and CO detectors as a baseline. In dusty conveyor environments, quarterly visual inspections and lens cleaning for IR detectors are standard practice in coal, biomass, and high-dust applications.


