Introduction
A single compromised seal can trigger a full product recall, contamination event, or regulatory action — yet most production lines still rely on spot-check testing that examines only a fraction of output. Most packages ship without ever being inspected.
The numbers make the risk concrete. According to a 2025 analysis published in AAPS Open, the FDA recorded 791 seal-integrity-related recalls across 27,799 total medical product recalls between 2019 and 2024. The average food recall costs approximately $10 million in direct expenses alone — and that figure doesn't capture regulatory penalties, brand damage, or lost shelf space.
The core problem is that conventional inspection methods simply can't keep pace with production volume. Combining thermal imaging with Vision AI closes that gap: by capturing residual heat signatures immediately after sealing and analyzing them with AI algorithms in real time, manufacturers can inspect 100% of packages at full line speed — automatically flagging defective seals before they leave the line.
This guide covers how the technology works, what defects it catches, and what an effective deployment looks like on a real production line.
Key Takeaways
- Thermal cameras capture residual heat patterns immediately after sealing — revealing bond quality without opening or destroying the package
- Vision AI compares each thermogram against known-good seal profiles and outputs a PASS/FAIL decision in real time
- Unlike sample-based testing, this approach inspects 100% of packages at line speed — catching cold spots, incomplete fusion, and contamination the naked eye misses
- Works across flexible pouches, bottle caps, blister packs, bags, and trays — used in food, pharmaceutical, and electronics manufacturing
- MoviTHERM packages this as a complete, integrated system with PLC connectivity, recipe management, and full image logging
What Is Thermal Seal Inspection Using Vision AI?
Thermal seal inspection uses infrared cameras mounted inline on a production line to capture the residual heat pattern left in packaging immediately after a heat-sealing event. That thermal signature tells the system whether the seal is intact and complete — before the package ever leaves the line.
Vision AI handles the analysis. Rather than relying on a human operator to interpret thermal images, AI algorithms examine each thermogram, compare it against stored reference profiles of good seals, and deliver a real-time classification decision. Every package gets the same scrutiny — at full line speed, across every shift, with no fatigue degrading the call.
How It Differs from Adjacent Technologies
Two technologies are often confused with thermal Vision AI inspection:
- Standalone thermal inspection without AI still requires a human operator to review images. That introduces the same fatigue and inconsistency problems as any manual process — and doesn't scale to 100% inspection at production speed.
- Standard machine vision using visible-light cameras detects surface-level defects like wrinkles or label misalignment but cannot see through opaque packaging materials. Cold spots, incomplete material fusion, and internal bond failures are invisible to visible-light systems.
Thermal Vision AI closes both gaps. It detects subsurface bond failures that visible-light cameras cannot see, and it delivers those classification decisions automatically — no operator review required, no throughput penalty.
Why Thermal Vision AI Inspection Matters for Seal Quality
The Limits of Traditional Seal Testing
Conventional seal testing methods have a fundamental throughput problem. Destructive tests like vacuum chambers and peel-force testing (ASTM F88) are technically effective — but they only work on a small sample of packages, and they destroy every unit tested.
PTI's analysis of a typical sampling protocol — testing 5 containers every 20 minutes across a 22-hour, 6-day work week — results in destroying approximately 99,000 units per year. At $25 per product, that's $2.5 million in annual product loss just from the testing process itself.
Manual visual checks fare no better. They're fast, but they only catch surface-level defects. Internal bond failures look fine until a package leaks.
Defects Only Thermal Vision AI Can Reliably Catch
The defect types most responsible for recalls are precisely the ones that produce clear thermal signatures. Per the AAPS Open research, 54% of seal-integrity recalls cite incomplete or defective seals as the root cause.
These defects include:
- Cold spots — areas where the seal zone didn't reach full sealing temperature, indicating incomplete fusion
- Contamination in the seal zone — product material trapped between layers, preventing proper bonding
- Uneven heat distribution — from misaligned or worn sealing heads
- Process drift — gradual temperature decay in the sealing jaw that produces visually intact but mechanically weak seals over time
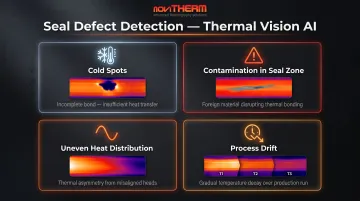
Every one of these defects looks normal under visible-light inspection — yet each produces a distinct, detectable thermal signature.
What's at Stake by Industry
The consequences of a missed seal defect vary by sector — but none are minor:
| Industry | Primary Risk |
|---|---|
| Pharmaceuticals | Sterility compromise, 21 CFR compliance violations |
| Food & Beverage | Spoilage, contamination, recall liability under FSMA |
| Medical Devices | Patient safety, FDA enforcement action |
| Electronics | Moisture ingress, component failure |
For pharmaceutical and medical device manufacturers, the regulatory pressure is acute. ISO 11607 requires validated sealing processes, and FSMA mandates traceability that makes compromised packaging a direct regulatory liability. The Exactech case puts a number on the risk: defective vacuum packaging triggered approximately 2,600 lawsuits and ultimately drove the company into bankruptcy.
How Thermal Seal Inspection with Vision AI Works — Step by Step
Here's how thermal seal inspection actually runs in an inline production environment — from the moment a package leaves the sealing jaws to the automated PASS/FAIL decision sent to the line controller.
Step 1 — Thermal Image Capture at the Sealing Station
Immediately after a package exits the sealing jaws, an infrared camera positioned inline captures the thermal image of the seal zone. Timing matters because residual heat dissipates quickly, so the camera must image the package within a defined post-sealing window before the temperature differential flattens out.
The camera operates without contact or gels, and doesn't slow the line. Research has demonstrated throughput of 3–4 containers per second using thermal NDT in pharmaceutical packaging environments.
Step 2 — Thermogram Generation and Preprocessing
The camera converts infrared radiation from the seal surface into a thermogram — a pixel-level temperature map where each pixel represents a discrete temperature reading. This gives the AI system a complete spatial view of heat distribution across the entire seal area simultaneously.
Preprocessing steps prepare the thermogram for comparison:
- Image normalization to account for ambient temperature variation
- Region-of-interest cropping to focus analysis on the seal zone
- Noise filtering to reduce false positives from environmental interference
Step 3 — AI Comparison Against Reference Seal Profiles
The Vision AI system compares the incoming thermogram against a library of reference profiles representing known-good seals for the specific product, material, and sealing parameters. These are stored as recipes in the inspection system's recipe manager.
This recipe-based approach lets one system handle multiple product lines and packaging formats without hardware reconfiguration. When switching products, operators select the appropriate recipe and the AI handles the rest.
Published research using ANN classifiers on thermal images of heat-sealed bottles achieved 98.6% precision and 100% recall, validating AI-based thermogram analysis as a viable production inspection method.
Step 4 — Anomaly Detection and Defect Classification
The AI evaluates each thermogram for deviations from the reference profile:
- Cold spots: areas that didn't reach sealing temperature, indicating incomplete fusion
- Hot spots: localized overheating from misapplied pressure, which can degrade seal integrity
- Temperature discontinuities along the seal line: indicating gaps, contaminants, or material inconsistencies
- Asymmetric heat patterns: from sealing head misalignment, signaling equipment drift that will worsen over time
Every package gets the same analysis, every shift. This eliminates the performance variability inherent in human review and enables defect pattern trending over time — critical for detecting gradual process drift before it causes widespread failures.
Step 5 — Automated PASS/FAIL Decision and Line Response
The AI outputs a PASS or FAIL determination in real time, transmitted via a bidirectional PLC interface to the production line control system. Depending on configured logic, this triggers:
- Automatic ejection of rejected packages
- Line alerts or operator notifications
- Slowdown or stoppage signals for consecutive failures
All inspection images, results, and timestamps are logged for traceability to support regulatory compliance, quality audits, and root cause analysis.

Thermal Vision AI Seal Inspection — Real-World Application Walkthrough
Consider a pharmaceutical contract manufacturer producing sealed foil pouches at high speed. Their existing process: manual spot-checks at the beginning, middle, and end of each shift.
That interval-based approach has a well-documented failure mode. Documented industry cases show manufacturers using similar spot-check schedules failing to detect leaking containers until three full days of production were complete — resulting in destruction of the entire run.
Thermal Vision AI catches each of these failure modes in real time — here's how.
Three Defect Types the Previous Process Would Miss
Defect 1 — Corner cold spot: A sealing jaw fails to make full contact at the corner of a pouch. The bond appears complete visually, but the thermogram shows a cold spot where the material didn't reach sealing temperature. The AI flags it immediately.
Defect 2 — Contamination event: A trace of product material is trapped in the seal zone during filling. This prevents proper fusion, and the thermogram shows a temperature discontinuity along the seal line — invisible to the naked eye, but clearly anomalous to the AI.
Defect 3 — Process drift: Over a six-hour shift, the sealing jaw temperature drops by a few degrees. Individual pouches still look intact. But the thermograms show a gradual shift in the heat distribution profile across the shift — the AI detects the trend and flags it before thousands of units are affected.
Outcomes Beyond Defect Rejection
With 100% inline inspection active:
- Defective pouches are automatically ejected before downstream packaging
- The process drift event is detected through trending data and corrected proactively
- A complete image log provides the audit trail required for batch release documentation
- Thermal trend data reveals that one sealing head is degrading faster than others — enabling a planned maintenance intervention rather than an unplanned line stoppage
That last point is significant in regulated environments: the same thermal dataset that triggers a reject also satisfies the documentation requirements for batch release — turning inspection data into a compliance asset, not just a quality gate.
How MoviTHERM Can Help
MoviTHERM has specialized exclusively in thermal imaging for industrial applications for over 25 years. Their customer base includes Tesla, LG Energy Solution, and major food and pharmaceutical producers — all running the same inline packaging challenges this guide covers.
Their thermal seal inspection systems are built for production environments: inline deployment, high-speed lines, and regulated industries where documentation is non-negotiable.
Core system capabilities:
- FLIR A6301 (640×512 pixels, ≤15 mK thermal sensitivity) for high-speed lines, and Optris PI series cameras (up to 80 Hz frame rate) for applications requiring faster capture rates
- Pre-configured AI inspection logic covering multiple packaging formats and defect classifications — no custom model training required out of the box
- Recipe manager for storing product-specific inspection profiles, enabling fast changeovers without touching hardware
- Bidirectional PLC interface supporting Ethernet/IP and Modbus TCP for real-time PASS/FAIL signaling and automatic ejection triggering
- Full image and data logging for traceability, regulatory compliance, and root cause analysis

The systems integrate with existing production equipment without requiring a line redesign. Enclosure options include standard industrial housings and IP69K-rated stainless-steel enclosures (AISI316L, EHEDG-certified) for food and pharmaceutical environments.
MoviTHERM also provides application engineering support covering camera selection, mounting position, timing calibration, and system integration. That hands-on guidance typically cuts commissioning time and avoids the late-stage integration issues that delay go-live.
To discuss your specific packaging line and inspection requirements, contact MoviTHERM at (949) 699-6600 or info@movitherm.com.
Frequently Asked Questions
What is seal defect detection with Vision AI?
Seal defect detection with Vision AI uses AI-powered algorithms to automatically analyze thermal or visual images of package seals in real time, identifying anomalies such as incomplete bonds, cold spots, and contamination. The system outputs a PASS/FAIL decision without human intervention, at full production line speed.
What is visual inspection AI?
Visual inspection AI refers to machine learning and computer vision algorithms trained to analyze camera images — thermal, infrared, or visible-light — and automatically detect defects or quality issues in manufactured products. It replaces or augments manual human inspection on production lines, delivering consistent results regardless of operator, shift, or line speed.
What types of seal defects can thermal Vision AI detect?
The primary defect categories include incomplete fusion (cold spots), contamination trapped in the seal zone, uneven heat distribution from sealing jaw misalignment, pressure inconsistencies, and gradual process drift. Each produces a distinct thermal signature the AI can reliably classify. These defects are invisible to visible-light cameras and manual inspection.
How does thermal seal inspection compare to traditional destructive testing?
Traditional methods like vacuum chambers and peel-force tests only sample a small percentage of packages, and every unit tested is destroyed. Thermal Vision AI inspection is non-destructive, non-contact, and covers 100% of packages at line speed with zero product loss.
Can thermal Vision AI inspection systems integrate with existing production lines?
Yes. Modern thermal seal inspection systems communicate with line PLCs via standard protocols (Ethernet/IP, Modbus TCP) to trigger ejectors and alerts. They can be fitted to most sealing machine architectures without a line redesign, and enclosures are rated for both standard industrial and food/pharmaceutical-grade environments.
What industries benefit most from thermal seal inspection using Vision AI?
The highest-demand sectors include:
- Food and beverage — freshness assurance and contamination prevention
- Pharmaceuticals — regulatory compliance under 21 CFR and ISO 11607
- Medical devices — sterile barrier integrity verification
- Electronics — moisture and contamination protection
Any high-volume manufacturer using heat-sealed packaging can justify 100% inline inspection over destructive sampling.