Introduction
When a customer's machine goes down, every hour matters. For the machine builder, it's not just a service call — it's a test of the entire post-sale relationship. Traditionally, that meant reactive on-site visits, technicians sitting in airports, and resolution timelines measured in days rather than hours.
Remote machine monitoring changes that equation. Machine builders can now track equipment performance across dozens or hundreds of deployed machines in real time:
- Detect faults before customers even notice them
- Resolve issues without dispatching a technician
- Build service relationships that extend well beyond the warranty period
This article breaks down the three specific advantages remote machine monitoring creates for machine builders, what's at stake if it's ignored, and how to get lasting value from it.
Key Takeaways
- Remote monitoring lets machine builders diagnose and act on equipment issues from any location — without a site visit.
- It reduces on-site service costs and resolves problems before they become failures.
- Thermal imaging detects heat anomalies 24/7, non-contact, across electrical and mechanical components.
- Machine builders who offer monitoring as a service gain a measurable competitive edge.
- Real-world usage data sharpens machine design decisions and strengthens customer relationships.
What Is Remote Machine Monitoring?
Remote machine monitoring is the ability to continuously track, analyze, and act on machine performance data from any location — using IoT sensors, cloud analytics, and real-time alerts — without requiring a technician to be physically on site.
It applies to machines already deployed at customer sites across multiple locations, industries, and geographies. A manufacturing line in Ohio, a battery production facility in Nevada, an energy system in Texas — all visible from a single dashboard.
The goal isn't data collection for its own sake. It's three things:
- Detect fault conditions before they cause failures — reducing unplanned downtime
- Resolve issues remotely before dispatching a technician, cutting service costs
- See how equipment actually performs in the field, not just at the point of sale
Most machine builders only hear about problems through warranty claims and support tickets. Remote monitoring replaces that guesswork with measured operating data.
Key Advantages of Remote Machine Monitoring for Machine Builders
The three advantages below are operationally grounded — each tied to outcomes machine builders and their customers track directly: service costs, uptime, customer satisfaction, and competitive positioning.
Advantage 1: Faster Diagnosis, Fewer On-Site Service Calls
Remote monitoring gives service teams a live feed of machine conditions — temperature, electrical anomalies, and other threshold-monitored parameters — allowing them to diagnose issues before dispatching a technician, or before the customer even realizes a problem exists.
In practice: real-time alerts notify service teams the moment a condition exceeds a predefined threshold. Technicians can remotely investigate, isolate the fault, and in many cases guide resolution without traveling to the site.
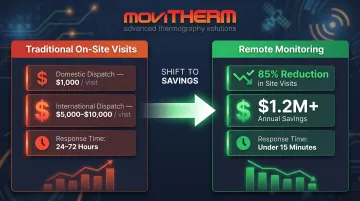
The cost case is compelling. According to TSIA data cited by Help Lightning, on-site dispatches cost an average of $1,000 per visit for domestic calls. International trips for specialized industrial equipment can run $5,000 to $10,000 per visit. One gas turbine OEM documented a Xona Systems case study showing that after implementing remote access, the company eliminated over 600 annual site visits — an 85% reduction — saving $1.2M+ per year. Support response time dropped from 24–72 hours to under 15 minutes.
KPIs directly impacted:
- Average time-to-resolution
- On-site service visits per machine per year
- First-call resolution rate
- Customer satisfaction scores
- Service cost per incident
This advantage compounds for machine builders managing large deployed fleets. When you have 50 or 100 machines across multiple geographies, dispatching a technician to each site is logistically expensive and slow. Remote diagnosis turns that from a recurring cost into a recoverable exception.
Advantage 2: Predictive Maintenance That Prevents Unplanned Downtime
Instead of waiting for failures or relying on fixed maintenance schedules, remote monitoring enables maintenance to be scheduled based on actual machine condition and real usage data. The shift from time-based to condition-based maintenance changes what "routine service" actually means.
How Thermal Data Drives Early Intervention
Sensors continuously stream condition data, feeding analytics that flag anomalies, track degradation trends, and predict when intervention is needed.
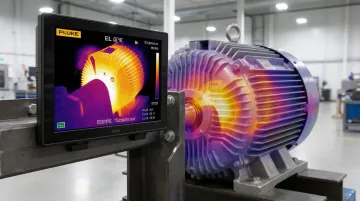
Thermal imaging is a particularly high-value modality here: thermal cameras scan electrical panels, motors, and mechanical assemblies for heat anomalies — detecting overheating components 30 to 90 days before failure, non-contact, without disrupting operations.
For machine builders, this matters because unplanned downtime is one of the most expensive events their customers face. According to Siemens/Senseye's True Cost of Downtime 2024 report, the world's 500 largest companies lose an estimated $1.4 trillion annually to unplanned downtime — approximately 11% of total revenues. Automotive plants alone lose an average of $695 million per year to downtime.
Warranty Protection Through Condition Evidence
There's another angle machine builders often overlook: condition-based monitoring creates a timestamped record of machine state. When a customer submits a warranty claim, thermal event logs and alarm history provide objective evidence of when a threshold was exceeded — reducing disputes and protecting margins.
MoviTHERM's iTL cloud monitoring platform is purpose-built for this kind of continuous thermal surveillance. Key capabilities include:
- 24/7 alerts via text, voice call, and email — configurable per user and shift schedule
- Alarm history with trend reports for warranty documentation and root-cause analysis
- Local alarm triggering at the iTL Gateway if cellular or network connectivity drops, independent of cloud access
KPIs directly impacted:
- Unplanned downtime hours
- Mean time between failures (MTBF)
- Mean time to repair (MTTR)
- Maintenance cost per machine
- Spare parts inventory efficiency
In high-criticality environments — battery manufacturing, aerospace, automotive — the stakes are particularly high. Thermal monitoring turns a potential line-stopping failure into a scheduled maintenance event.
Advantage 3: Competitive Differentiation and Long-Term Customer Value
Machine builders who offer remote monitoring as part of their service package sell something competitors without it cannot match: a continuous, data-backed service relationship. In markets where equipment specs converge, that ongoing connection becomes the differentiator.
From Equipment Sales to Recurring Revenue
Remote monitoring data reveals how customers actually operate their machines — duty cycles, peak loads, environmental conditions. That intelligence feeds:
- Next-generation machine design improvements
- More accurate preventive maintenance schedules
- Early identification of upgrade and upsell opportunities
The revenue model shifts, too. BCG's 2025 aftermarket services benchmark found that companies prioritizing aftermarket services generate one-third or more of total income from services — at gross margins typically twice those earned from initial equipment sales. Service growth rates now exceed new equipment sales growth for the majority of industrial manufacturers.
Service contracts, subscription-based monitoring packages, and data-driven maintenance programs all depend on one thing: persistent visibility into machine health. Remote monitoring provides that foundation — and the recurring revenue that follows.
KPIs directly impacted:
- Customer lifetime value
- Service contract attachment rate
- Repeat purchase rate
- Net promoter score
- New product development cycle time
When competing in mature markets or against lower-cost alternatives, machine builders need proof points customers can see and measure. Remote monitoring delivers those — in real time, from every machine in the field.
What Happens When Remote Monitoring Is Missing
Without remote visibility, machine builders only learn about problems after failures occur, triggering emergency dispatches, costly part replacements, and customer frustration that erodes trust.
The costs compound quickly:
- Emergency maintenance costs 3 to 5 times more than planned maintenance
- Hidden degradation goes undetected — wear, thermal events, and minor faults escalate into catastrophic failures
- Without timestamped condition data, warranty disputes are harder to resolve objectively
- Machine builders are forced to design next-generation equipment based on assumptions and anecdotal feedback rather than measured field data
These operational costs feed a larger market problem. As remote monitoring becomes a standard service offering among machine builders, those without it are perceived as offering inferior post-sale support — making it harder to justify pricing or retain customers long term.
How to Get the Most Value from Remote Machine Monitoring
Monitoring value doesn't peak at installation — it builds over time. The machine builders who see the biggest returns apply it consistently across their full deployed fleet, not just select units or during the warranty window.
Three practices that separate high-value deployments from underperforming ones:
Apply monitoring fleet-wide, not selectively. Partial deployment creates blind spots. Machines that aren't monitored are the ones most likely to fail without warning.
Convert alerts into documented service events. Raw data and alerts are only as useful as the action they drive. Build workflows that turn monitoring alerts into maintenance records, design feedback, and customer-facing service reports.
Choose a monitoring method that fits your machine types. Thermal imaging is one of the most practical options for machine builders — it detects electrical and mechanical heat anomalies without contact, across a wide range of equipment, without interrupting operations.

MoviTHERM's iTL platform supports both paths: designed into new machines at the factory or retrofitted to equipment already in the field. The iTL Gateway supports Modbus TCP, Ethernet/IP, and MQTT, so integration with existing PLCs and SCADA systems is straightforward.
Conclusion
Remote machine monitoring gives machine builders what reactive service models never could: visibility before failure, not after. Faster diagnosis reduces costly dispatches. Predictive maintenance prevents the failures customers can least afford. And a data-backed service relationship creates recurring revenue while deepening customer loyalty.
These advantages compound. Machine builders who apply remote monitoring fleet-wide — backed by workflows that turn alerts into action — sharpen response times, catch design weaknesses earlier, and build the kind of service reputation that keeps customers from looking elsewhere. Platforms like MoviTHERM's iTL Monitoring system show what's possible when continuous thermal data feeds directly into maintenance decisions, closing the gap between a warning sign and a resolved problem.
Frequently Asked Questions
What is remote machine monitoring?
Remote machine monitoring is the real-time tracking and analysis of machine performance data from any location using sensors, cloud connectivity, and alerting tools. It allows machine builders and operators to diagnose and act on issues without requiring a physical on-site visit.
How does remote machine monitoring specifically benefit machine builders (OEMs)?
OEMs benefit by reducing costly on-site service calls, resolving customer issues faster, and building data-backed records for warranty decisions. The result is a shift from reactive firefighting to proactive, value-added support that strengthens customer retention.
What is the difference between remote machine monitoring and predictive maintenance?
Remote machine monitoring is the foundation: it collects and transmits real-time machine condition data. Predictive maintenance is the next layer, using that data to forecast when maintenance is needed before a failure occurs.
What types of conditions can be monitored remotely in industrial machines?
Common monitored parameters include temperature (via thermal imaging), vibration, pressure, power draw, and speed. Thermal imaging stands out because it detects heat anomalies across electrical, mechanical, and process components without contact or production disruption.
How does thermal imaging fit into remote machine monitoring?
Thermal cameras continuously scan machine components for heat anomalies — overheating motors, electrical faults, failing bearings — detecting problems before they cause shutdowns. Cloud-connected systems like MoviTHERM's iTL platform send immediate alerts via text, voice, and email, giving engineers a clear path to action before failures escalate.
What are the biggest challenges in implementing remote machine monitoring for machine builders?
The main challenges are integrating monitoring hardware with diverse machine types and legacy PLCs, ensuring data security over remote connections, and selecting a platform that scales across a large deployed fleet without adding complexity to the customer's IT infrastructure.