Seal Strength Testing Using Thermal Cameras in Your Process Line
Seal Strength Testing Using In-Line Thermal Inspection
In the realm of manufacturing precision, the assurance of product packaging integrity takes center stage. Using thermal cameras for in-line seal strength testing has revolutionized quality control and efficiency in the packaging industry.
Why Seal Strength Tests Matter
Seal strength tests are vitally important in manufacturing because they determine how well product packaging holds up. The results significantly affect how long products like food, beverages, and pharmaceuticals stay fresh and safe.
Ensuring that package seals are strong is not just a routine step but a crucial measure to prevent issues like leaks and contamination. Seal strength tests play a key role in safeguarding product quality, reducing waste, and maintaining customer satisfaction.
Traditional Seal Strength Testing Methods and Their Challenges
Traditional seal strength testing methods have long been the stalwarts of quality control in manufacturing, yet they come with inherent challenges. These methods often involve sampling a limited number of packages, leaving a substantial portion unchecked and potentially harboring defects.
The use of vacuum chambers, for example, while effective in detecting leaks, is time-consuming and introduces the possibility of human error. Placing packages in a vacuum chamber and submerging them in water to detect leaks may not address all packages produced, leading to undetected faults that could compromise product quality.
As industries evolve and demand higher quality, the limitations of these conventional approaches become more apparent, paving the way for innovative solutions like in-line seal strength testing using thermal cameras.
Using Thermal Cameras for Seal Strength Testing
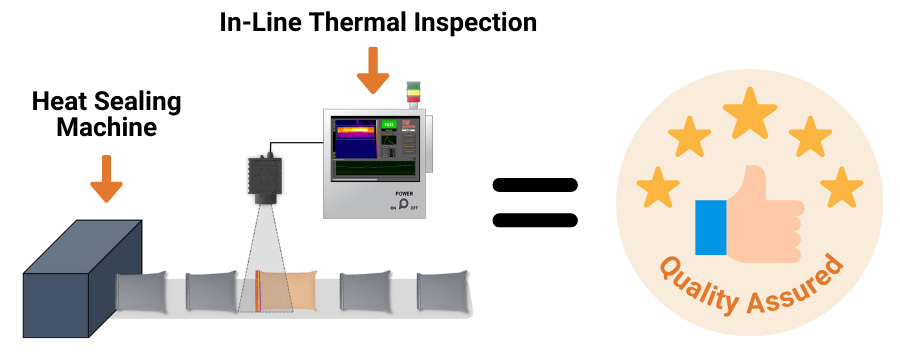
Thermal cameras are an effective tool for checking package seals right on the production line. Thermal cameras examine the seals of packages right after they’ve been heat sealed. They detect temperature differences on the surface of the packaging, essentially “seeing” the leftover heat from the sealing process. With real-time analysis, it speeds up the production line, making the packaging process more efficient.
Integrating thermal cameras into the production line ensures a fast and consistent inspection process. Using this method helps cut downtime by quickly spotting and fixing defective packaging before it causes disruptions. By implementing thermal cameras into your process line, you can automate your inspection process to provide reliable results. This lowers the risk of human error that can happen with manual inspections.
In-line thermal seal inspection brings advanced technology right into the heart of the production process. It raises the bar for quality control and ensures that every packaged product meets the highest standards of safety and reliability.
Packages Suitable for Thermal Inspection
Thermal seal inspection can work for different types of packaging, such as:
- Flexible Packaging – This includes pouches, bags, and sachets made from plastic films, aluminum foil, and paper.
- Rigid Packaging – This includes trays, clamshells, and blisters made from plastic, glass, and metal materials.
- Sealed Containers – This includes cans, jars, and bottles made from glass, plastic, and metal.
- Pharmaceutical Packaging – This includes blister packs, pouches, and bottles used for medication.
- Food Packaging – This includes trays, bags, and bottles used for food and beverage products.
MoviTHERM TSI for Heat Seal Testing
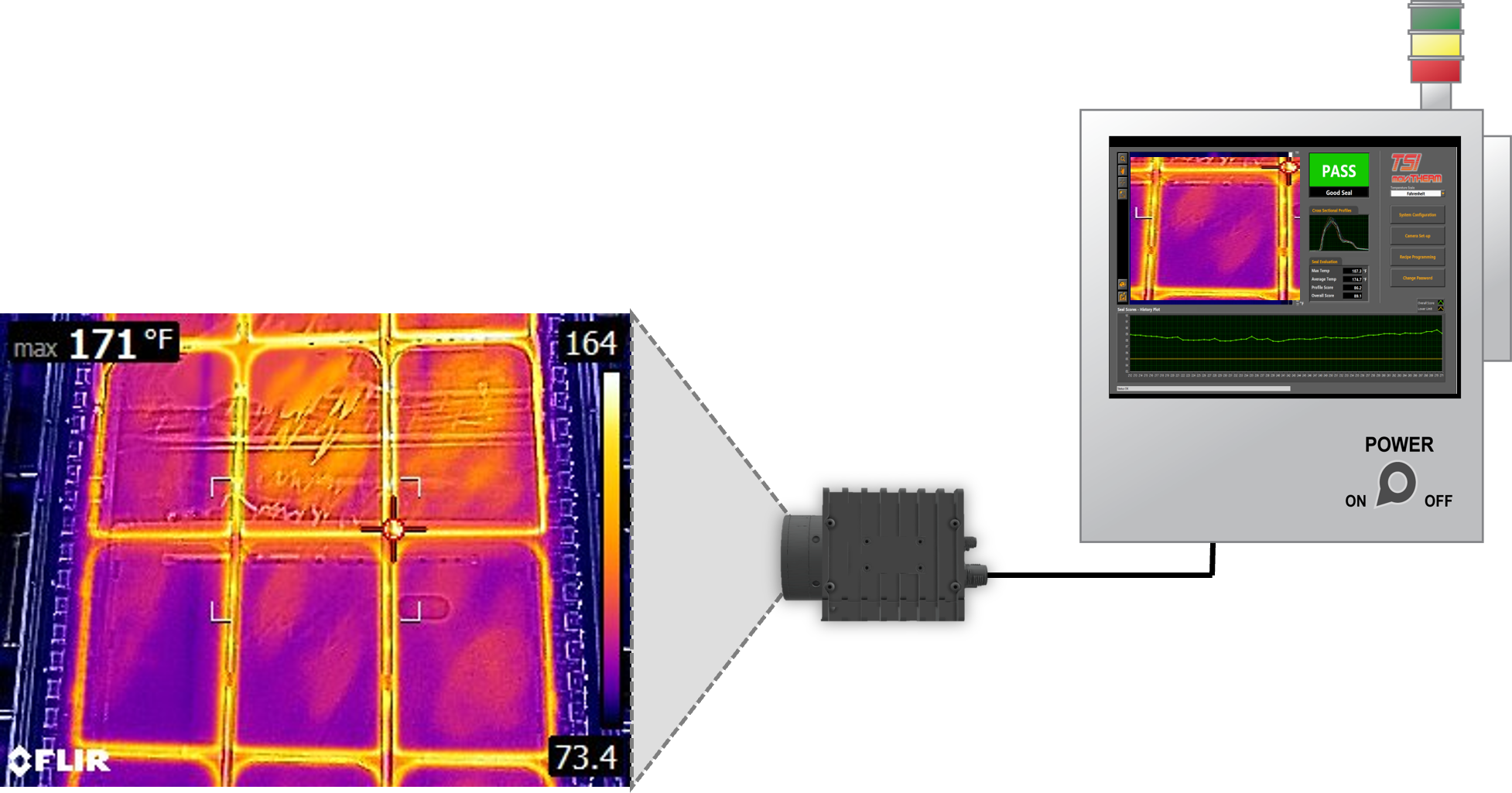
MoviTHERM’s TSI is a seal inspection system that uses a thermal camera to assess the quality of heat seals. The automated inspection system compares unknown package seals to known good seal profiles and reliably detects good and bad seals. MoviTHERM TSI has an integrated recipe manager that allows the system to store hundreds of inspection scenarios. It also allows for system adaptation to various packaging seal inspection applications.
Core features of MoviTHERM TSI include:
- Infrared Cameras that view and measure thermal variations of good and bad seals without contact.
- Hardware and software that easily integrates with existing production equipment.
- Advanced and reliable inspection logic pre-programmed for multiple packaging scenarios.
- Image and data logging for traceability of performance.
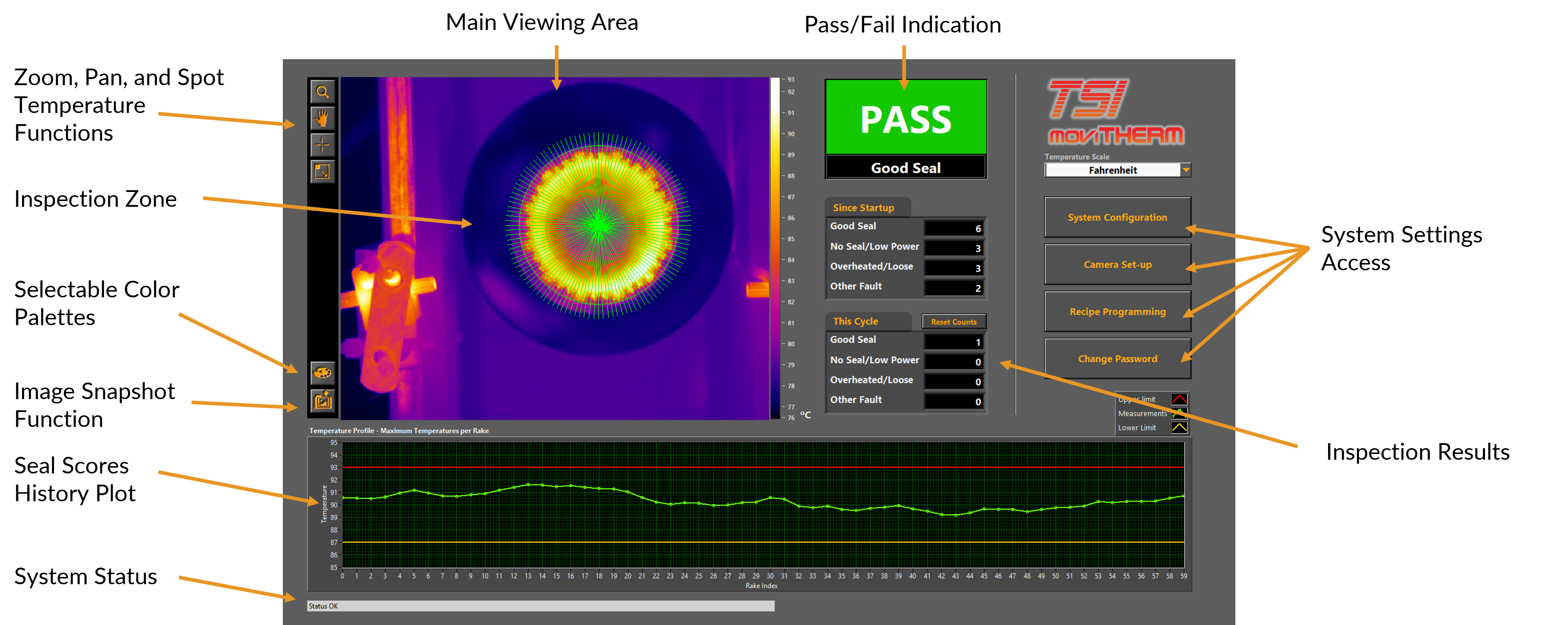
TSI Inspection Software
The TSI user interface is designed to be user-friendly and accessible through touch screen technology. All buttons and features on the interface can be easily operated by simply touching the screen.
In this particular example, the TSI user interface is being used to inspect bottle caps. The interface provides a visual representation of the inspection process, allowing the user to easily identify any issues or defects.
One of the key features of the TSI user interface is the thermal image display. In this example, the thermal image shows a bright yellow ring around the bottle cap. This indicates that the seal on the cap is good and meets the required standards.
To further confirm the quality of the seal, the interface also includes an indication window. In this window, a green “PASS” message is displayed, indicating that the seal has passed the inspection and is considered to be of high quality.
Overall, the TSI user interface provides a comprehensive and intuitive platform for inspecting bottle caps. Its touch screen accessibility and clear visual indicators make it easy for users to navigate and interpret the inspection results.
What’s Included with MoviTHERM TSI?
MoviTHERM TSI solution provides 100% in-line, high-speed integrity inspection for heat-related production lines.
The system includes:
- High performance thermal camera
- Standard powder-coated Industrial Electrical Enclosure (Optional
- Stainless-Steel enclosure for food & beverage or pharmaceutical environments)
- Touch-Screen PC and application specific software GUI interface
- Interactive inspection Recipe Programmer to accommodate multiple products – or to try different “what-if” scenarios
- Robust bi-directional PLC interface to transfer status messages and
- PASS/FAIL results to a plant PLC (Ethernet/IP or Modbus)
- Image FTP to transfer fault images to a remote server for off-line review
Use Case Examples
Thermal Seal Inspection (TSI) emerges as a highly effective solution for ensuring the integrity of various types of packaging sealed with heat. This innovative technology plays a pivotal role in maintaining the quality and safety of packaged products, particularly in industries like food, beverage, and pharmaceuticals.
Let’s delve into specific applications of TSI and how it contributes to the inspection of different types of sealed packages:
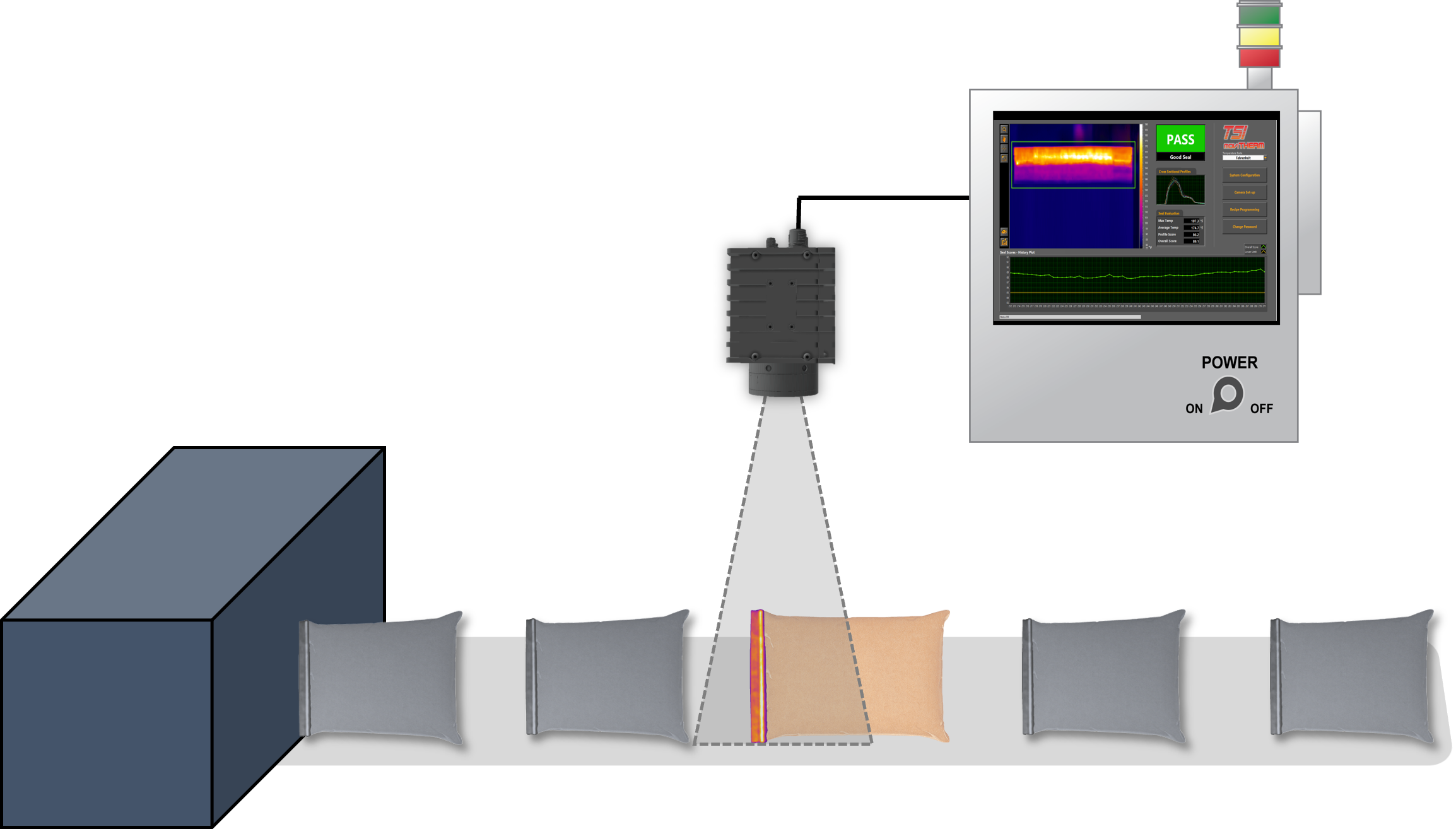
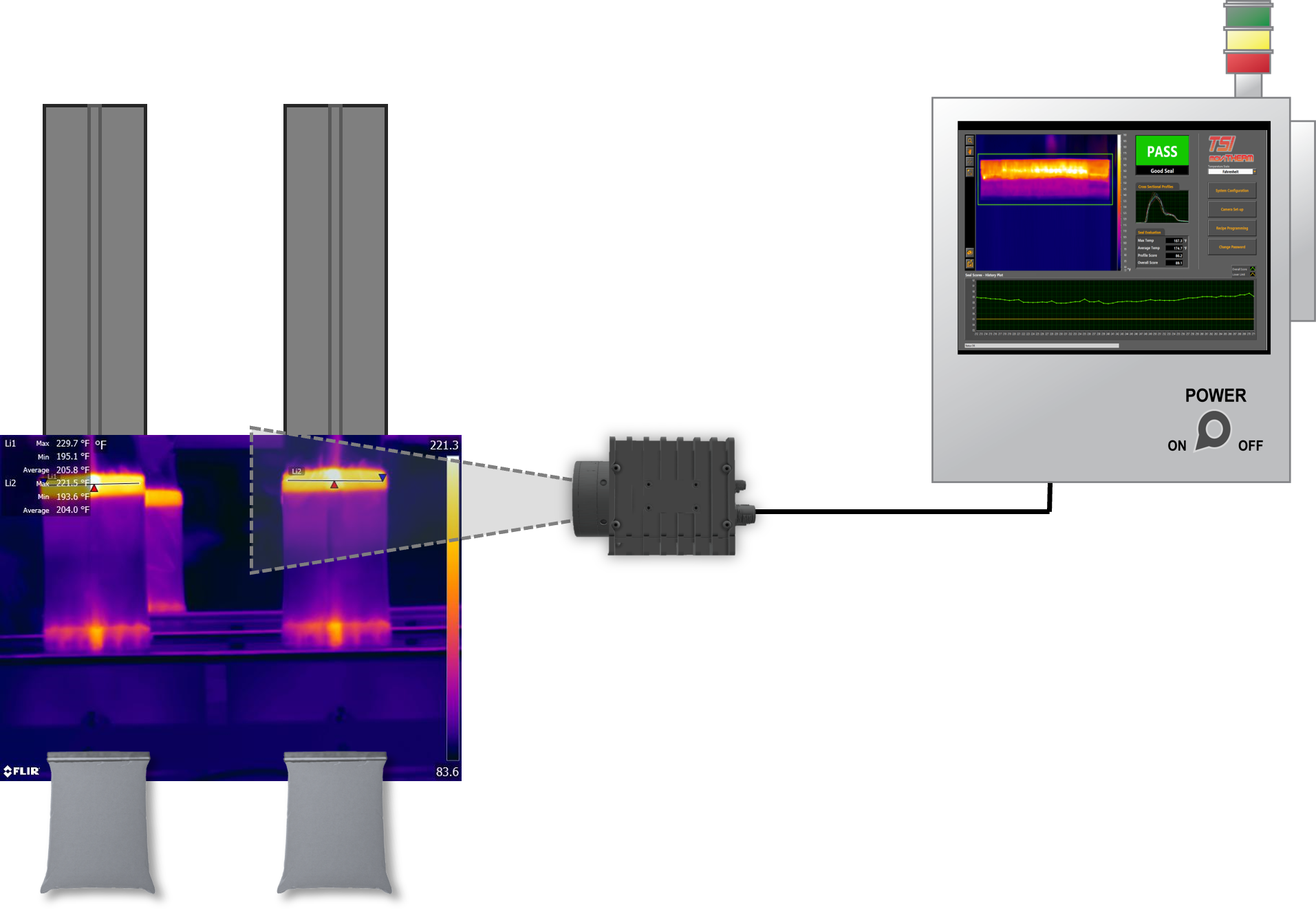
Bag Seal Integrity Inspection
- Scenario: Bags leaving the heated press or sealed with hot glue.
- How it Works: TSI capitalizes on the residual heat retained by bags after the sealing process. This residual heat serves as a key indicator that can be accurately detected and inspected by TSI. The technology ensures that the seal conditions are thoroughly evaluated, providing insights into any potential faults.
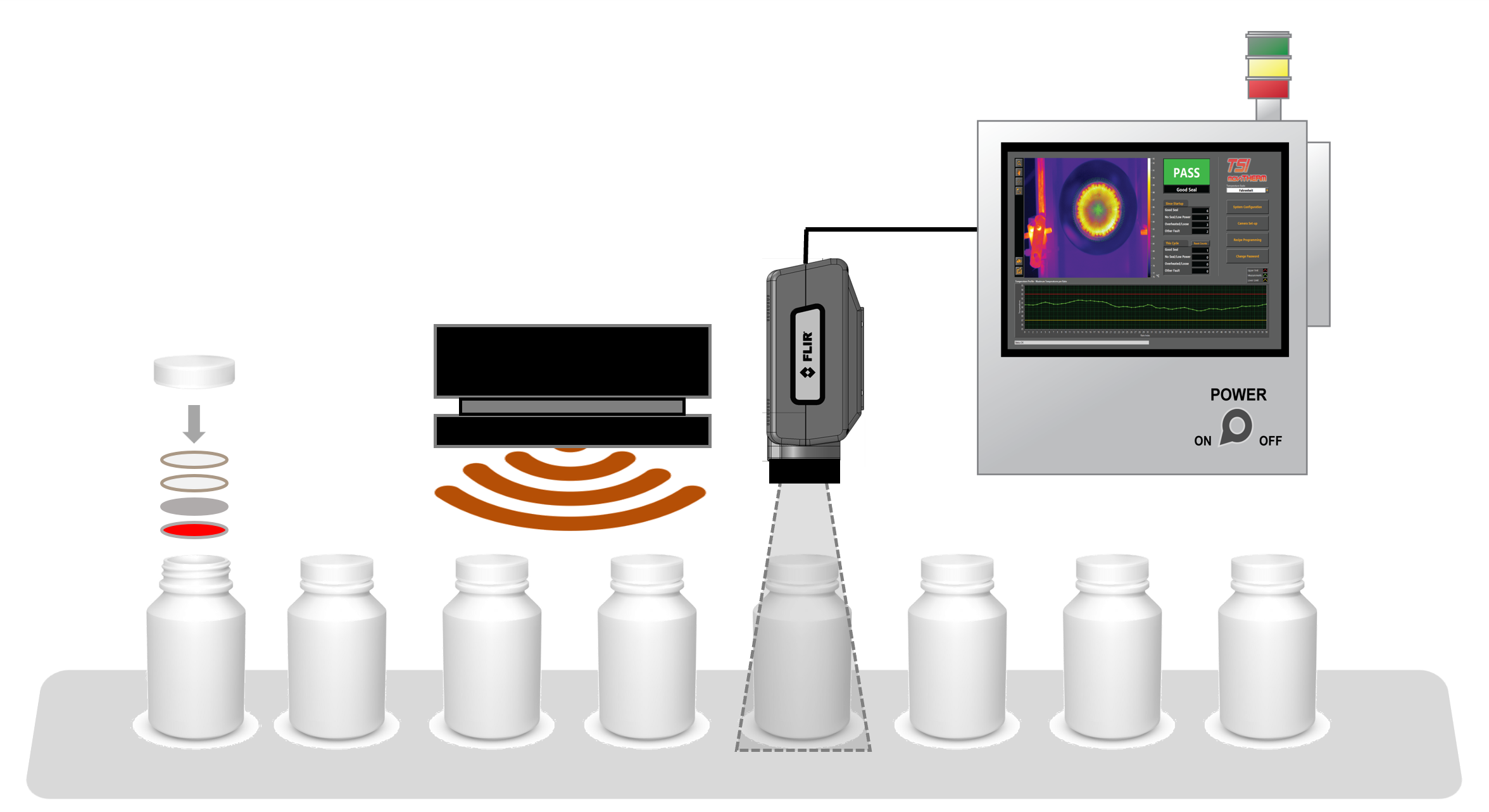
MoviTHERM TSI for Bottle Cap Seal Integrity Inspection
Bottle Cap Seal Integrity Inspection
- Scenario: Induction sealer creating heat in the foil section of the sealing packet.
- How it Works: TSI extends its capabilities to assess the integrity of bottle cap seals. In instances where an induction sealer generates heat in the foil section during the sealing process, TSI steps in to evaluate the residual heat. This evaluation aids in identifying the seal condition and detecting specific fault types, if present.
MoviTHERM TSI for Pouch Seal Integrity Inspection
Pouch Seal Integrity Inspection
- Scenario: Seams formed by heat and pressure in pouch-forming processes.
- How it Works: TSI proves invaluable in assessing seams created through a combination of heat and pressure in pouch-forming processes. By comparing the thermal profiles of test samples to known non-leakers, TSI efficiently detects leaks in pouches. This method ensures a comprehensive evaluation of pouch seal integrity.
MoviTHERM TSI for Package Seal Integrity Inspection
Thin Film Plastic Covered Packages Inspection
- Scenario: Common in the food industry.
- How it Works: TSI excels in the inspection of thin film plastic-covered packages, a prevalent packaging type in the food industry. This technology swiftly and reliably identifies the seal area, allowing for the detection of seal integrity. This is particularly critical for ensuring the safety of food products, providing consumers with confidence in the quality of packaged items.
Conclusion
Thermal cameras for in-line seal strength testing have revolutionized quality control. Seal strength tests are vital for products like food and pharmaceuticals. Traditional testing has limitations, making way for innovative in-line thermal camera testing. This real-time approach on production lines reduces downtime, cuts waste, and improves product quality.
MoviTHERM’s TSI system is a leading solution for this. It ensures reliability and safety across various packaging types. In-line thermal seal inspection with thermal cameras proactively enhances quality control, prevents defects, and meets industry standards.
Overcoming the Frustration of Unreliable Heat Sealers
The Ultimate Solution to Unreliable Heat Sealers
The Importance of Reliable Heat Sealing in Automation
One key component often responsible for sealing the deal (literally) in automated packaging processes is the heat sealer. However, despite advancements in technology, the frustration stemming from unreliable heat sealers remains a real concern for industries relying on flawless packaging.
A reliable heat seal guarantees freshness, prevents contamination, and maintains the overall quality of the contents. Inconsistent or faulty seals can lead to costly consequences such as product spoilage, recalls, and reputational damage. This article delves into the challenges posed by unreliable heat sealers and explores the solution of real-time thermal seal inspection systems to alleviate these concerns.
The Frustration of Unreliable Heat Sealers
Unreliable heat sealers can lead to a cascade of issues. Operators may experience frequent interruptions in the production line due to resealing or rejecting improperly sealed packages. This not only hampers productivity but also increases operational costs.
Inconsistent seals can cause leakage, compromising the safety of products and potentially damaging brand trust. The frustration of dealing with these challenges highlights the need for a more dependable solution.
Types of Heat Sealer Technologies
Not all sealing machines are created equal, and understanding the different technologies available can shed light on the reliability spectrum. Here are the main types of heat sealer technologies:
Impulse Sealers
Suitable for low-volume applications, these sealers heat up only during the sealing process.
Continuous Sealers
Ideal for high-volume operations, these sealers maintain a constant level of heat.
Induction Sealers
Use electromagnetic fields for sealing without direct contact, making them suitable for heat-sensitive or tamper-evident packaging.
Each technology comes with its own set of benefits and challenges, impacting factors such as seal strength, consistency, and energy efficiency. However, even the most advanced heat sealer technology cannot eliminate the need for a robust inspection system to ensure the quality and reliability of seals in real-time.
How Heat Sealers Work
Heat sealers employ a combination of heat and pressure to fuse packaging materials, such as plastic films, creating a secure seal. This fusion is achieved by using heat to soften the materials at the sealing point and applying pressure to bond them together. However, factors like temperature inconsistencies, pressure variations, and material defects can lead to imperfect seals.

Common Causes of Heat Sealing Failures
While heat sealers are designed to create a secure bond between packaging materials, several common culprits can undermine their reliability.
Temperature Inconsistencies
Variations in machine settings or ambient temperature during the sealing process can result in imperfect seals.
Pressure Irregularities
Worn or improperly calibrated machinery can lead to incomplete or weak seals due to inconsistent pressure application.
Inadequate Sealing Materials
Low-quality films or laminates can compromise the overall integrity of the seal, leading to leaks or contamination.
Recognizing and addressing these root causes is crucial in the battle against unreliable heat sealing. However, even with diligent efforts to eliminate these issues, achieving consistently flawless seals may not always be guaranteed. This is where the integration of a reliable inspection system as part of your automation process line proves invaluable.
The Ultimate Solution to Detecting Faulty Seals
In the face of unreliable heat sealers, real-time thermal seal inspection systems emerge as a beacon of hope. These advanced inspection systems utilize infrared technology to detect defects in seals as they occur, ensuring that only properly sealed packages move forward in the production process. By using thermal imaging, these systems can identify temperature irregularities, seal breaches, and even foreign objects in the sealing area.
How Does Thermal Seal Inspection Work?
Thermal seal inspection systems rely on advanced thermal imaging cameras to capture and analyze the heat patterns of seals. When a seal passes through the inspection area, the system assesses its thermal signature against predetermined parameters. Deviations from these parameters trigger alerts, allowing operators to take immediate corrective action. This real-time intervention ensures that only properly sealed packages proceed down the production line.
Benefits of Implementing Thermal Imaging Into Your Process Line
➜ Enhanced Quality Control
Real-time thermal seal inspection systems offer an additional layer of quality control, reducing the risk of defective seals escaping detection.
➜ Increased Efficiency
With faulty seals identified immediately, production lines experience fewer interruptions, leading to improved operational efficiency.
➜ Cost Savings
The costs associated with resealing, reworking, and potential recalls are significantly reduced, contributing to long-term cost savings.
➜ Brand Protection
Ensuring consistently sealed packages bolsters brand reputation and consumer trust, vital in competitive markets.
➜ Regulatory Compliance
Many industries are subject to strict packaging regulations. Real-time thermal seal inspection helps meet these requirements, avoiding non-compliance penalties.
Conclusion
The frustration stemming from unreliable heat sealers in automation is a genuine concern for industries that rely on consistent and secure packaging. However, the rise of real-time thermal seal inspection systems presents a viable solution to alleviate these frustrations.
By detecting defects in real-time, these systems not only enhance quality control and efficiency but also safeguard brand reputation and compliance. As technology advances, combining automation and real-time inspection will revolutionize the packaging industry, establishing higher benchmarks for dependability and efficiency.
Automated Visual Inspection Applications & Examples
Application Examples for Automated Visual Inspection
In an era defined by rapid technological advancements and increasingly demanding consumer expectations, the pursuit of flawless product quality has become a paramount goal for industries worldwide. This pursuit, once reliant on human judgment and painstaking manual inspection, is now propelled by automated visual inspection systems. The fusion of smart cameras, advanced sensors, and sophisticated image processing algorithms has led to a solution that redefines quality control.
Where excellence is no longer a luxury but an expectation, automated visual inspection illuminates the path toward higher standards, greater efficiency, and unshakable consumer trust. In this article, we uncover the inner workings of automated visual inspection, the various camera and sensor types involved, its industry applications, and the clear benefits it offers over manual inspection.
How Automated Visual Inspection Works
Automated visual inspection systems follow a systematic process:
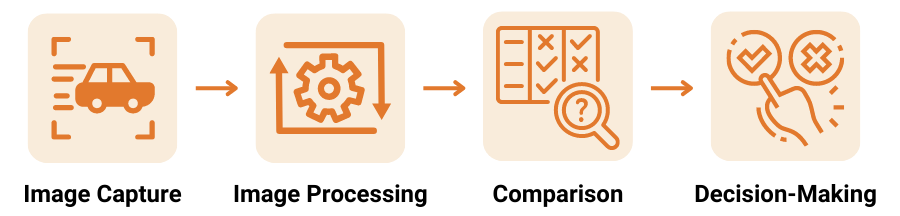
➜ Image Capture
High-resolution cameras capture detailed images of products or components as they move along the production line.
➜ Image Processing
The images are processed using complex algorithms, enabling the system to analyze patterns, shapes, colors, and defects.
➜ Comparison
The processed images are compared to predefined quality standards and specifications.
➜ Decision-Making
Based on the comparison, the system makes real-time decisions on whether the product meets the required standards or needs further inspection or rejection.
Types of Cameras and Sensors in Automated Visual Inspection Systems
Automated Visual Inspection (AVI) systems rely on a diverse range of cameras and sensors, each tailored to specific requirements and industries. The selection of the right type of camera or sensor depends on factors such as the nature of the product, the type of defect to be detected, and the environmental conditions in which the inspection takes place. Listed below are some of the key types of cameras and sensors used in AVI systems.
Infrared Cameras
Infrared (IR) cameras, also known as thermal imaging cameras, are invaluable in detecting temperature variations that may indicate defects or malfunctions. These cameras capture the heat emitted by objects, allowing for the identification of hotspots or irregularities that might otherwise go unnoticed.
Applications
Overheating detection, thermal analysis, detection of seal imperfections, irregularities in packaging, and detection of internal defects, cracks, and structural abnormalities.
Industries
Electronics manufacturing (detecting faulty components), Food & beverage industry (detection of seal imperfections, leaks, and irregularities in packaging), and Aerospace (detection of internal defects, cracks, and structural abnormalities in aircraft components).
Color Cameras
Color cameras are used to inspect products based on their visual appearance, such as color variations, patterns, or surface defects. These cameras are vital in industries like textiles, packaging, and cosmetics, where color consistency plays a significant role in product quality.
Applications
Color consistency assessment, pattern recognition, and label verification.
Industries
Textiles (fabric color and pattern matching), Cosmetics (checking color of products), and Food Packaging (label accuracy).
3D Cameras and Depth Sensors
3D cameras and depth sensors create three-dimensional models of objects, enabling the AVI system to analyze not only surface defects but also deviations in shape and dimensions. These sensors are particularly useful in industries where precise measurements are crucial, such as manufacturing and aerospace.
Applications
Dimensional analysis, shape assessment, and contour inspection.
Industries
Aerospace (verification of complex aircraft components), Automotive (measuring car body dimensions), and Consumer electronics (ensuring product casing fits precisely).
Hyperspectral Cameras
Hyperspectral cameras capture images across a wide range of wavelengths, allowing for the identification of materials based on their unique spectral signatures. These cameras are vital in industries like agriculture, where they can detect disease, pest infestations, or variations in crop health.
Applications
Material identification, crop health analysis, and chemical composition assessment.
Industries
Agriculture (identifying diseased plants), Food inspection (checking for spoilage), and Environmental monitoring (detecting pollutants).
Laser Sensors
Laser sensors are used to measure distances, profiles, and dimensions accurately. They are particularly effective in assessing complex shapes and verifying the alignment of components.
Applications
Dimensional measurements, profile analysis, alignment verification.
Industries
Manufacturing (checking part dimensions), Automotive (ensuring proper tire alignment), and Robotics (verifying precise robot arm positioning).
The diversity of cameras and sensors available for automated visual inspection underscores the versatility of this technology. By leveraging the strengths of various sensors, AVI systems can cater to the specific needs of different industries, ensuring accurate, efficient, and comprehensive quality control processes.
Advantages of AVI over Manual Inspection
➜ Speed and Efficiency
AVI systems can inspect products at an incredibly high speed, far surpassing the capabilities of manual inspection, leading to faster production cycles.
➜ Consistency and Accuracy
AVI eliminates the variability associated with human judgment, ensuring every product is evaluated against the same standards with unparalleled accuracy.
➜ Reduced Costs
While initial setup costs might be higher, the long-term benefits include reduced waste, fewer recalls, and decreased labor costs due to reduced need for manual inspection.
➜ 24/7 Operation
Automated visual inspection operates around the clock, providing consistent quality control even during non-working hours.
➜ Data-Driven Insights
The data collected from AVI systems can be analyzed to identify trends, patterns, and potential areas for process optimization.
Conclusion
Automated Visual Inspection is a dynamic force reshaping quality control across industries. With its advanced technology, diverse sensors, and real-time insights, AVI empowers businesses to ensure product integrity and exceed consumer expectations. This evolution towards precision, efficiency, and elevated standards signifies not just a transformation in inspection methods, but a reimagining of quality itself.
Cargo Fire Suppression: A Strong Shield, but is it Enough?
Is Cargo Fire Suppression Enough to Keep You Safe?

Fire Safety in Aviation and Maritime Shipping
In the realm of modern logistics, the secure transportation of goods across skies and seas is paramount for global trade. Yet, in the midst of this complex network of transportation, the looming threat of cargo fires remains a persistent worry. The potential devastation brought by a cargo fire necessitates comprehensive safety measures spanning diverse transit modes.
Both aviation and maritime industries acknowledge the significance of shielding cargo from multifaceted fire risks. Regardless of the mode of transportation, the core objective remains unwavering: preventing and mitigating fire incidents to protect cargo, crew, passengers, and vessels alike.
Amid these challenges, cargo fire suppression systems emerge as crucial safeguards. Tailored for swift detection and containment, they play pivotal roles in curbing fire hazards. However, a holistic safety strategy extends beyond suppression. Early fire detection systems emerge as vital partners, preemptively identifying potential fire threats long before they escalate.
In this article, we unravel the diverse causes of cargo fires, examine the limitations of fire suppression systems, and introduce early detection technologies. Furthermore, we explore the advantages offered by early fire detection systems, highlighting their transformative potential in enhancing cargo safety during transit.

Understanding the Origins and Triggers of Cargo Fires
Cargo fires represent a challenge in both aviation and maritime transportation, posing risks not only to the valuable goods being transported but also to the safety of passengers, crew, and vessels. To effectively address this threat, it’s essential to comprehend the underlying causes of cargo fires and the conditions that can lead to their ignition.
Variety of Ignition Sources
Cargo fires can originate from a diverse array of ignition sources. In the aviation industry, electrical malfunctions, particularly those involving batteries, constitute a significant proportion of fire incidents. The proliferation of lithium-ion batteries, widely used to power various devices, poses a heightened risk due to their potential for thermal runaway—a self-perpetuating chain reaction of overheating that can lead to ignition. Similarly, in the maritime domain, electrical faults, machinery failures, and even hazardous cargo interactions can trigger fires.
Combustible Cargo Contents
Another crucial factor contributing to cargo fires is the nature of the transported goods themselves. Various cargoes, including flammable liquids, gases, chemicals, and even certain types of dry goods, can pose fire risks due to their inherent combustibility or potential for spontaneous ignition. Incorrectly packaged dangerous materials can worsen these risks, highlighting the importance of following safety rules and guidelines.
Cargo Compartment Design and Ventilation
The design of cargo compartments, whether within aircraft or ships, plays a pivotal role in fire propagation. Poor ventilation can allow heat and smoke to accumulate, intensifying the fire and making it more challenging for fire suppression systems to effectively combat the blaze. Similarly, cargo stowage configurations can impact the potential for fires to spread, underscoring the importance of proper loading procedures.
Environmental Conditions
Environmental factors, including temperature and humidity fluctuations, can also contribute to fire risks. Inadequate temperature control can cause temperature-sensitive cargoes to become more prone to ignition. Moreover, the maritime environment introduces the added complexity of saltwater exposure, which can corrode electrical systems and potentially lead to short circuits.
Comprehending the multifaceted nature of cargo fires is crucial for devising effective preventive measures. The confluence of ignition sources, cargo contents, compartment design, and external factors underscores the need for a holistic approach to fire safety that encompasses both prevention and rapid response.
The Limitations of Fire Suppression Systems
Fire suppression systems are important for preventing cargo fires, but they have limitations that need to be recognized. The intricacies of fire dynamics, coupled with the complexities of different cargo compositions and transportation environments, can lead to limitations that require careful consideration. Understanding these limitations is crucial for designing a comprehensive cargo safety strategy that effectively addresses potential challenges.
Activation Time and Delay
One of the primary limitations of fire suppression systems lies in the time it takes for the system to activate upon detecting a fire. While these systems are designed for rapid response, even a few seconds of delay can provide a fire with ample opportunity to escalate. Factors such as the location of the fire within the cargo hold, sensor calibration, and activation protocols can impact the system’s effectiveness in containing a blaze before it intensifies.
Potential for Collateral Damage
While suppression agents are invaluable for extinguishing fires, their deployment often carries the risk of collateral damage. For example, the use of foam to smother fires can lead to residue accumulation and potential harm to sensitive cargo items. Striking a balance between swift fire containment and minimizing damage to valuable cargo assets becomes a delicate act that requires careful consideration.
Limited Effectiveness Against Certain Fires
Despite their advancements, fire suppression systems might face challenges when it comes to combating certain types of fires. Fires involving highly reactive chemicals, such as those found in lithium-ion battery packs or industrial materials, can pose formidable obstacles due to their unique ignition mechanisms and the limited efficacy of conventional suppression agents against them.
Incorporating these limitations into the broader understanding of cargo fire safety illuminates the need for a comprehensive approach that combines fire suppression systems with other proactive measures, such as early detection mechanisms and robust safety protocols. By acknowledging and addressing these limitations, aviation and maritime industries can chart a course towards a more secure and reliable transportation of goods across skies and seas.
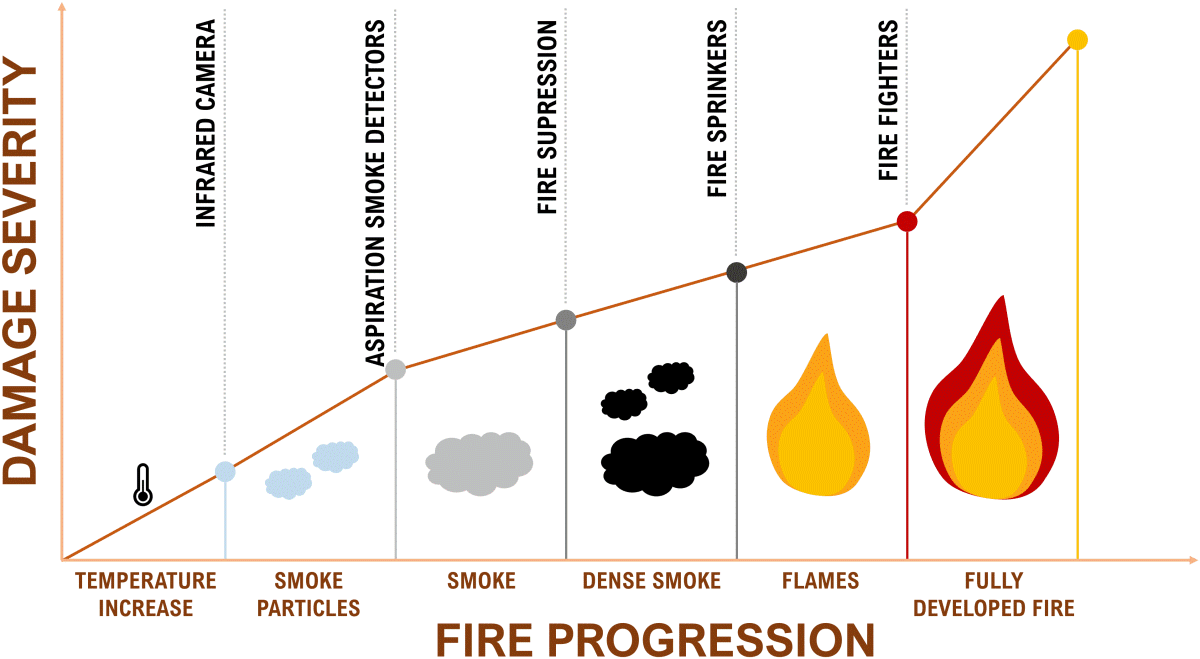
Enhancing Cargo Safety through Early Fire Detection
Safety doesn’t solely hinge on reactive measures—it also thrives on the foresight to prevent emergencies before they unfold. Early fire detection systems are an important part of defense against fires, working alongside fire suppression systems.
Early fire detection systems serve as vigilant guardians, equipped to identify the first signs of potential fire hazards before they ignite. Among these advanced technologies, infrared cameras stand out as crucial tools in the pursuit of cargo safety.
Infrared (IR) cameras offer a window into the world of heat, revealing otherwise invisible temperature differences. When anomalies in temperature arise, possibly indicating the presence of a fire, these cameras swiftly capture the thermal signatures. Early fire detection systems trigger alarms and alerts when deviations from the norm are detected. Crew members and operators are promptly informed, enabling them to take immediate action, initiate protocols, and potentially avert a full-scale fire event.
Advantages of Early Detection
The advantages presented by early fire detection systems are both substantial and multifaceted, contributing to a holistic approach to cargo safety:
Proactive Prevention
Early detection systems afford the opportunity to intercept fire risks in their initial stage. By alarming at the earliest indications of trouble, these systems allow operators and crew to intervene before a fire even ignites, thwarting potentially catastrophic events.
Reduced Dependency on Suppression
One of the most compelling aspects of early fire detection is its capacity to curtail the necessity for fire suppression measures. By stopping a fire before it becomes unmanageable, these systems reduce the reliance on aggressive suppression agents, which can sometimes lead to collateral damage or asset loss.
Preservation of Valuables
Early fire detection can be particularly instrumental in safeguarding valuable cargo contents. By preventing fires or detecting them in their initial stages, these systems contribute to the preservation of goods and assets, minimizing financial losses and maintaining the integrity of transported items.
A Symbiotic Approach to Safety
The interplay between fire suppression systems and early detection systems underscores the synergy that underpins modern cargo safety strategies. While fire suppression systems respond swiftly to contained fires, early detection systems extend their protective embrace by stopping potential fires in their tracks. Together, they embody a comprehensive approach that maximizes the potential for a safe and secure journey.

Power Plant Fire Protection: The Biomass One Success Story
Power Plant Fire Protection Application Story
Biomass One’s Journey to Improving Power Plant Fire Protection
Biomass One, a leading biomass power plant located in White City, Oregon, has continuously pushed the boundaries of the industry by embracing cutting-edge technologies. At the forefront of their mission is the unwavering commitment to enhancing safety and efficiency within their operations. One significant challenge they faced was the prevention of fires in their biomass wood piles, a critical aspect of power plant fire protection.
In this article, we delve into the success story of Biomass One and shed light on the key role played by the Intelligent Early Fire Detection (iEFD) solution provided by MoviTHERM. This innovative solution not only improved the overall safety standards but also emerged as a cost-effective alternative to manual fire watch staff.
Challenges Faced and the Need for an Efficient Solution
Biomass One faced significant challenges when it came to hiring and managing fire watch staff. These challenges resulted in operational disruptions and increased costs for the power plant. To find a more proactive approach, Biomass One turned to a handheld infrared (IR) camera for monitoring their biomass hog fuel piles. While this technology offered some benefits in detecting potential fire hazards, it still relied on manual monitoring by staff, which introduced the possibility of oversight and human error. Recognizing the limitations of these approaches, Biomass One sought a more efficient and reliable solution.
An Efficient and Cost-Effective Alternative
In their quest for a reliable and automated fire detection system, Biomass One turned to MoviTHERM and their innovative iEFD solution. This system provided continuous real-time monitoring of the biomass wood piles, eliminating the need for manual monitoring or dedicated fire watch staff. By detecting hot spots early on, the iEFD system enabled proactive intervention to prevent fires from escalating, bolstering power plant fire protection measures. In addition to enhancing safety, the iEFD solution proved to be a cost-effective alternative to hiring and managing personnel.
Fire Department’s Positive Outlook on MoviTHERM’s iEFD
Prior to purchasing the iEFD solution from MoviTHERM, Biomass One proactively engaged with the local fire department to seek their opinion on the proposed fire detection system. The fire department, being well-versed in fire prevention and detection techniques, quickly recognized the value and effectiveness of the iEFD solution. In fact, they considered it a “no brainer” due to their own use of infrared cameras for fire detection purposes. The fire department’s endorsement further solidified the credibility and reliability of the iEFD solution. Encouraged by this positive feedback and the shared enthusiasm for advanced infrared technology, Biomass One proceeded with confidence and installed the iEFD system, knowing it had the support and trust of the local fire department.
The Successful Implementation of the iEFD Solution

Infrared camera and water canon mounted on pole to monitor biomass fuel piles.
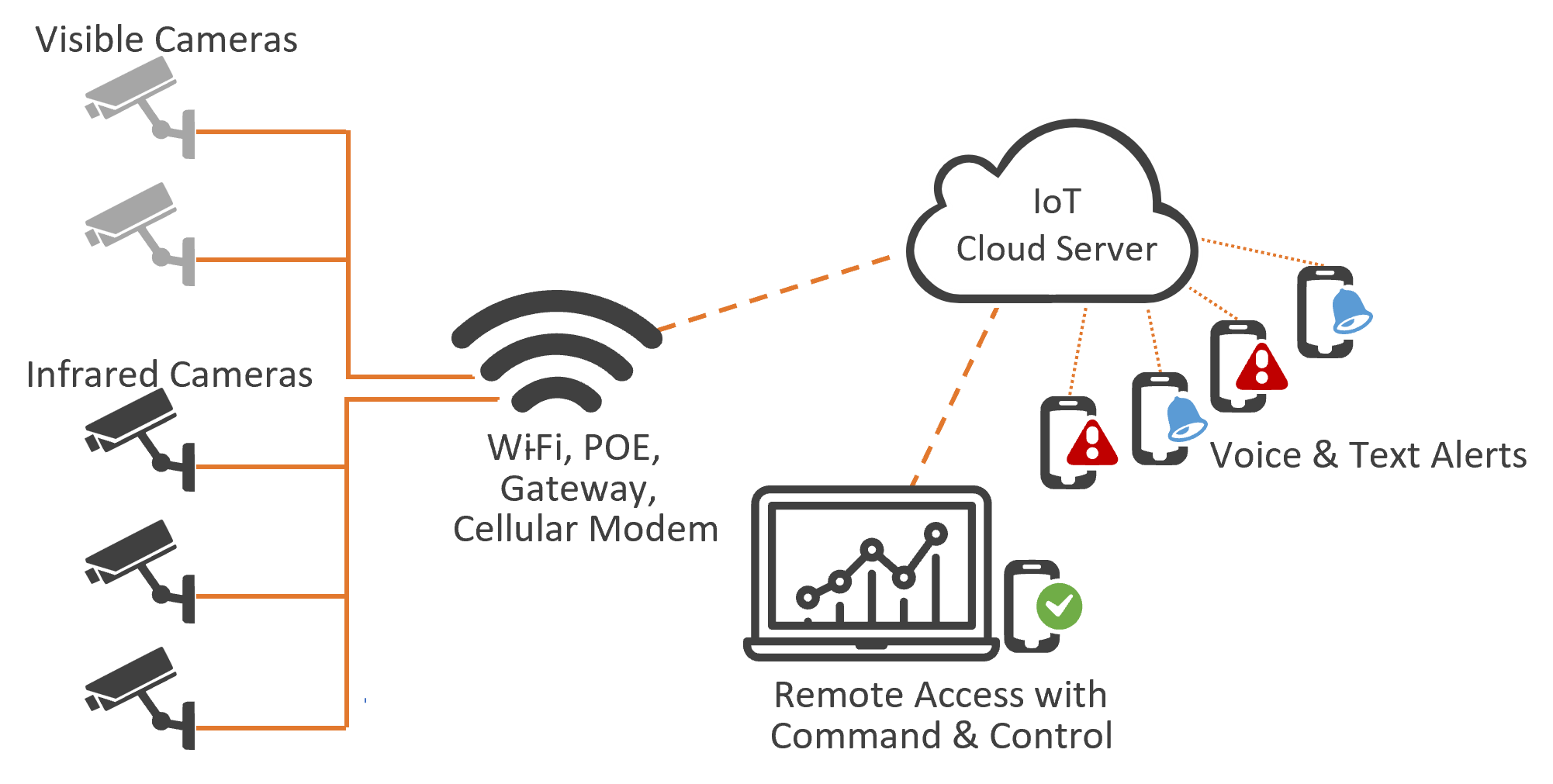
Biomass One went the extra mile to ensure comprehensive safety measures by strategically integrating the iEFD system with their existing infrastructure. In a proactive move, they installed the IR cameras above their existing water cannons, allowing for immediate response in the event of a fire.
If the cameras detect a hot spot, the control room receives real-time alarms and notifications. This immediate alert system ensures that the control room personnel can promptly assess the situation and trigger the necessary actions, including activating the water cannons. The timely response and swift extinguishing of potential fires have helped Biomass One prevent the escalation of incidents and minimize any potential damage or downtime.
Since the implementation of the iEFD solution, Biomass One has experienced remarkable improvements in fire prevention. The continuous real-time monitoring and early detection capabilities of the iEFD system have significantly minimized the risk of fires in their biomass wood piles. As a result, Biomass One has not needed to call the fire department for firefighting operations since the installation of the iEFD system. This stands as a testament to the effectiveness of the solution and showcases the successful collaboration between Biomass One and the fire department.
Conlusion
Biomass One’s successful implementation of MoviTHERM’s iEFD solution revolutionized power plant fire protection, improved safety standards, and strengthened their relationship with the fire department. The collaboration with the fire department prior to installation and their approval of the iEFD system underscored its effectiveness in preventing fires. Since its installation, Biomass One has not required the assistance of the fire department, showcasing the success and reliability of the iEFD solution.
The implementation of proactive fire prevention measures and the enhanced alertness brought by the system have increased peace of mind for the entire team at Biomass One. The iEFD system has provided cost savings and operational efficiency, further enhancing the overall performance of Biomass One. Their experience sets a commendable example for the biomass power generation industry, highlighting the benefits of innovative technologies, collaborative relationships with local authorities, and the implementation of proactive fire prevention measures.
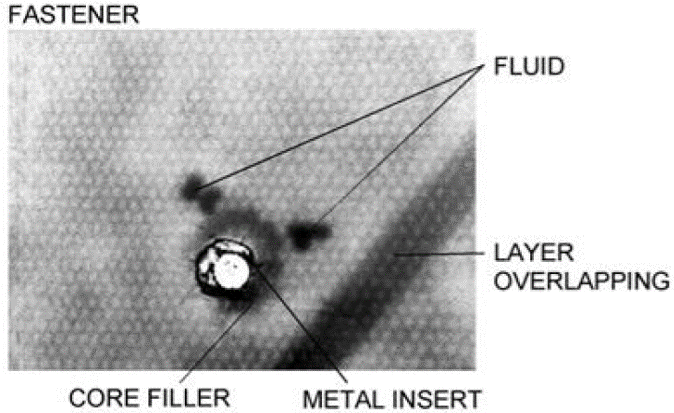
Honeycomb Core Material Inspection of Water Ingress
Inspection of Water Ingress in Honeycomb Core Material
Water ingress in honeycomb core material is a critical issue in aerospace, automotive, and construction industries as it can compromise structural integrity and lead to significant damage over time. Traditional inspection methods, such as visual inspection and ultrasonic testing, have limitations in detecting and characterizing water ingress.
This article explores the application of active thermography, specifically flash thermography and transient thermography, as an effective non-destructive testing (NDT) technique for identifying water ingress in both non-metallic and metallic honeycomb cores. Additionally, we will discuss the advantages of using infrared NDT over ultrasonic testing for this specific application.
Active Thermography for Water Ingress Detection
Flash Thermography
Flash thermography is a widely used active thermography technique that involves subjecting the honeycomb structure to a short-duration, high-energy pulse of heat (e.g., using a flash lamp). As water has different thermal properties compared to the honeycomb material, any water present in the core will affect the way heat is transferred during the inspection process. A high-speed infrared camera captures the surface temperature response, revealing thermal anomalies indicative of water ingress.
Transient Thermography
Transient thermography relies on a continuous heating source, such as an infrared heater or a moving hot air stream, to induce a thermal gradient across the honeycomb structure. Similar to flash thermography, a thermal camera captures the surface temperature response. By analyzing the temperature decay over time, areas with water ingress can be detected and characterized.
Water Ingress Detection in Non-Metallic Honeycomb Cores
Non-metallic honeycomb cores, often composed of materials like aramid fibers or polymers, pose unique challenges for water ingress detection. The presence of water can lead to swelling, delamination, or loss of mechanical properties. Active thermography techniques provide several advantages in this context:
Sensitivity to Water Content
Active thermography can detect even small amounts of water content within non-metallic honeycomb cores. By analyzing the surface temperature response, thermographic images can highlight areas with moisture accumulation, enabling early detection of water ingress and facilitating preventive maintenance.
Enhanced Depth Resolution
Active thermography techniques can provide depth information regarding the location of water ingress. By analyzing the thermal response over time or applying advanced image processing algorithms, it is possible to estimate the depth of water infiltration, aiding in assessing the severity of the damage.
Water Ingress Detection in Metallic Honeycomb Cores
Metallic honeycomb cores, typically composed of materials like aluminum or stainless steel, have different thermal properties compared to non-metallic cores. However, active thermography remains effective for water ingress detection in metallic honeycomb cores, with a few considerations:
Thermal Conductivity Differences
Metallic honeycomb cores have higher thermal conductivities than non-metallic ones. This can result in faster heat transfer during active thermography, potentially affecting the detection sensitivity. Adjustments in the heating and inspection parameters may be required to optimize the water ingress detection process for metallic honeycomb cores.
Subsurface Reflections
Metallic honeycomb cores can produce reflections of thermal energy due to their metallic nature. These reflections can interfere with the detection of water ingress anomalies. Proper image processing techniques, such as advanced filtering algorithms, can be applied to mitigate the impact of these reflections and enhance the detection accuracy.
Advantages of Infrared NDT for Detection of Water Ingress over Ultrasonic Testing
Surface Accessibility
Ultrasonic testing requires direct contact between the transducer and the surface being inspected. In contrast, infrared NDT is a non-contact technique, allowing inspections to be performed without physically touching the honeycomb structure.
Rapid Inspection
Infrared NDT techniques, such as flash thermography and transient thermography, offer rapid inspection capabilities. The application of short-duration heat pulses or continuous heating sources enables quick scanning of large areas. This is particularly advantageous when inspecting honeycomb structures with complex geometries or when time is a critical factor.
Full-Field Inspection
Infrared NDT provides full-field inspection capabilities, allowing the entire surface of the honeycomb structure to be examined simultaneously. This is in contrast to ultrasonic testing, which typically requires scanning point-by-point, resulting in a time-consuming process. With infrared NDT, potential water ingress areas can be quickly identified, localized, and characterized, enabling efficient decision-making regarding maintenance or repair.
Detection Sensitivity
Active thermography techniques have shown excellent sensitivity to small defects and moisture content variations. The detection of water ingress anomalies, even at early stages, is achievable using high-resolution infrared cameras and appropriate heating methods. Ultrasonic testing, on the other hand, may have limitations in detecting certain types of defects or variations in moisture content.
Non-Destructive
Infrared NDT is a non-destructive technique that does not alter or damage the honeycomb structure during inspection. This is particularly important for critical applications where the structural integrity of the honeycomb core must be preserved. Ultrasonic testing, while also non-destructive, requires the use of couplant and direct contact with the surface, which can be challenging or impractical in certain scenarios.
Cost-Effectiveness
Infrared NDT techniques offer cost-effective inspection solutions. The equipment required for active thermography, including infrared cameras and heat sources, is becoming more affordable and accessible. Additionally, the rapid inspection capabilities of infrared NDT can reduce labor costs and minimize production downtime, making it a viable option for industries that require efficient and cost-effective inspection processes.
Conclusion
Active thermography techniques, such as flash thermography and transient thermography, provide effective solutions for detecting water ingress in both non-metallic and metallic honeycomb cores. With their sensitivity, depth resolution, and rapid inspection capabilities, active thermography techniques offer advantages over traditional ultrasonic testing methods. Infrared NDT allows for non-contact, full-field inspection, enabling the detection of water ingress anomalies at early stages and facilitating timely maintenance or repair actions. As technology continues to advance, infrared NDT is poised to play an increasingly significant role in ensuring the structural integrity and performance of honeycomb core-based structures in various industries.








