5 Benefits of a Fire Detection System
Top 5 Benefits of Having a Fire Detection System
We have compiled the top 5 benefits to having a fire detection system installed in your business building.
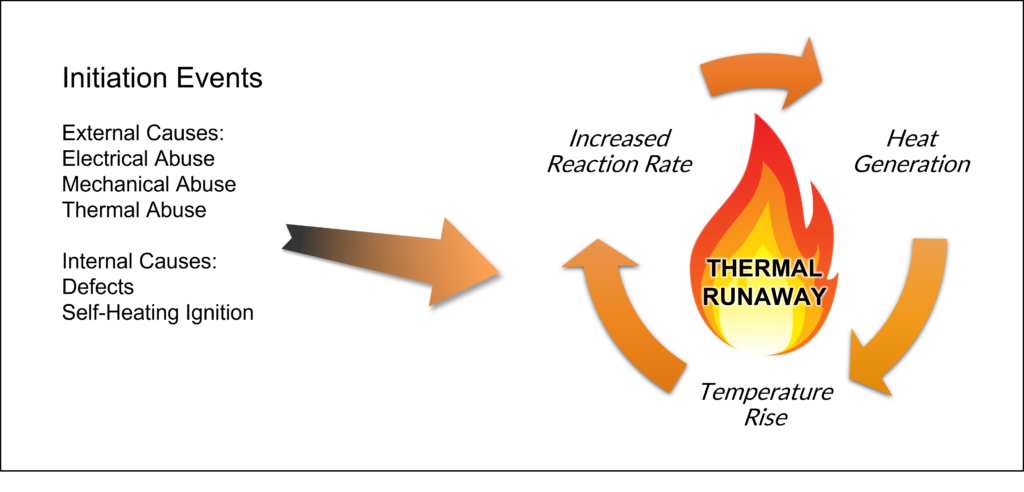
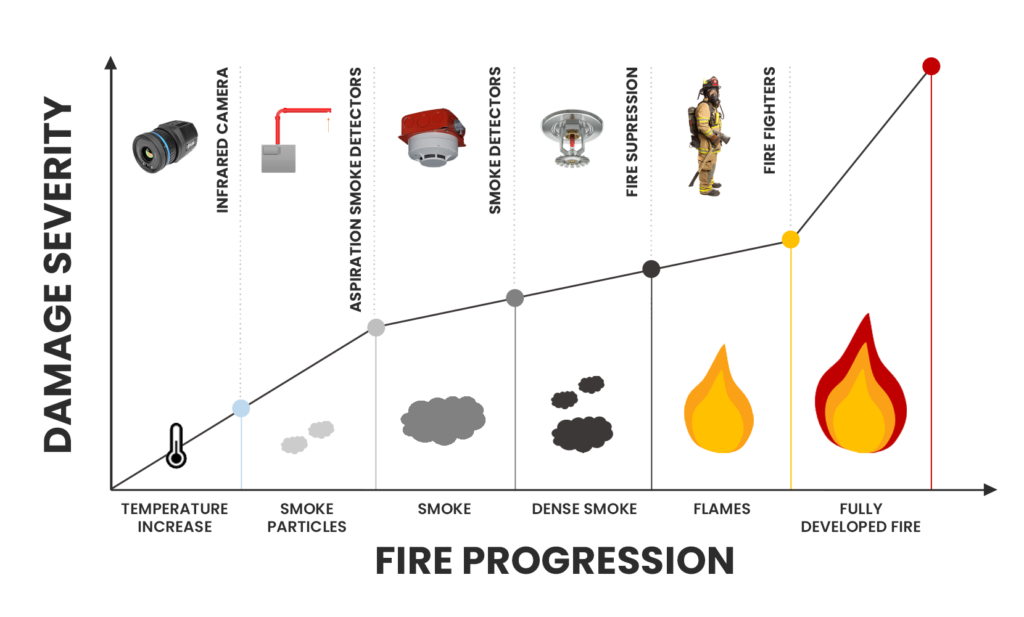
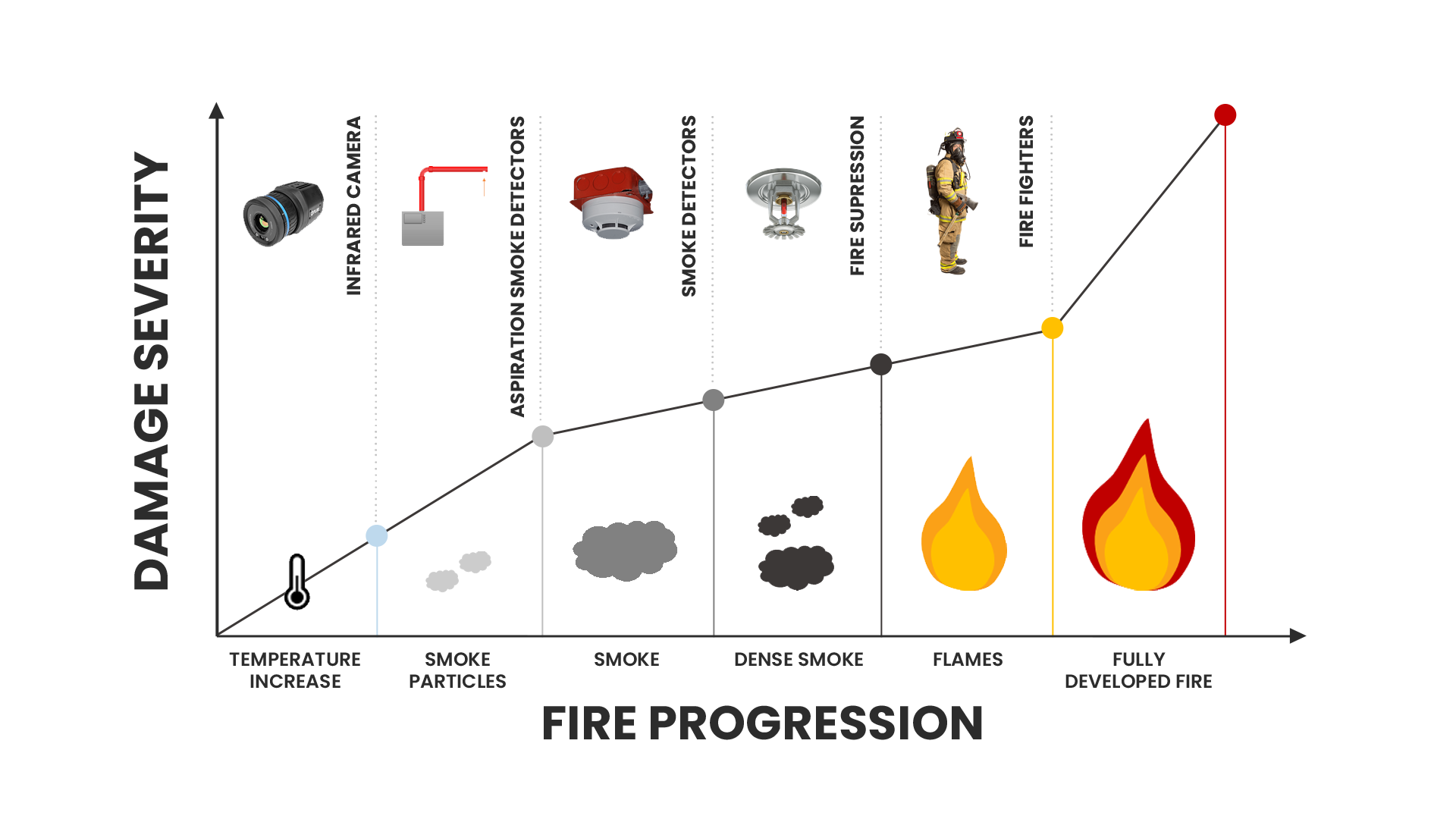
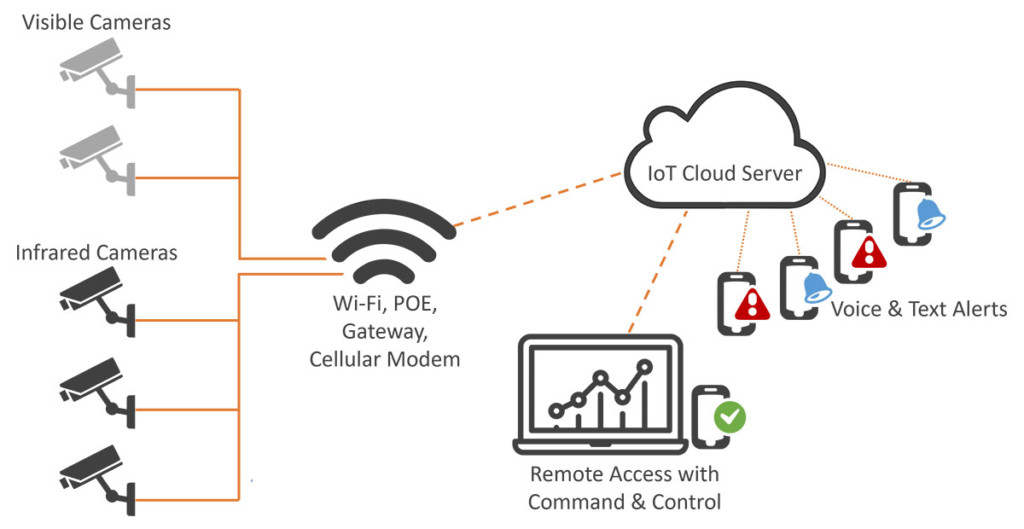
Early fire detection (EFD) systems can be a vital component to business facilities and places of employment. These systems are responsible for protecting lives and property while reducing the effects of a fire. By detecting the presence of a fire in its early stages, these smart EFD systems can alert building occupants and emergency responders with ample time to take appropriate action and extinguish the fire or evacuate the building.
The images provided below were taken from our very own MoviTHERM’s iEFD system to help better explain the benefits of having a fire detection system installed in your facility.
1) Early Warning
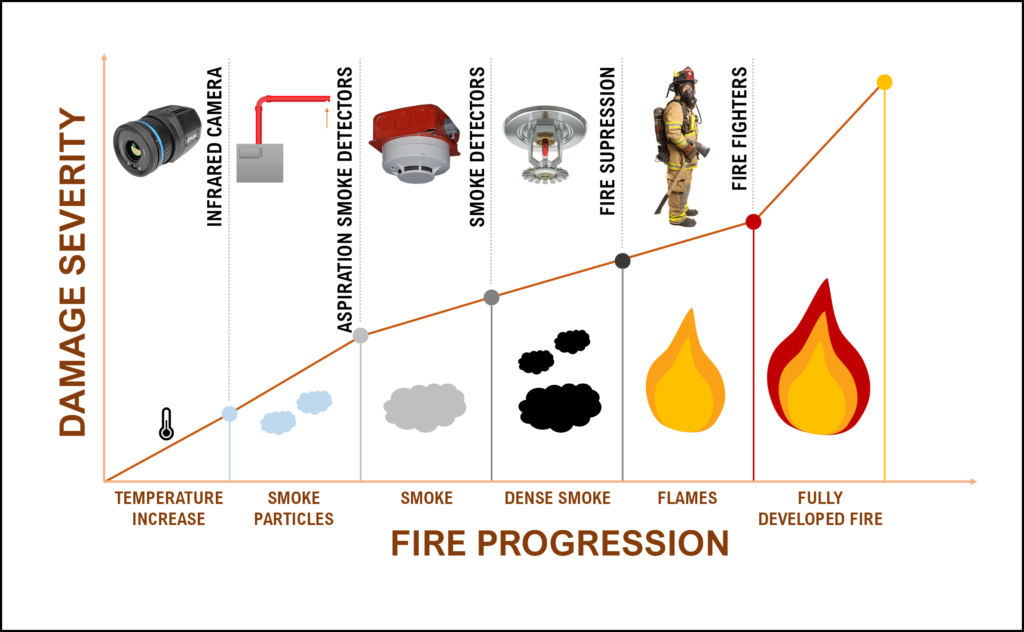
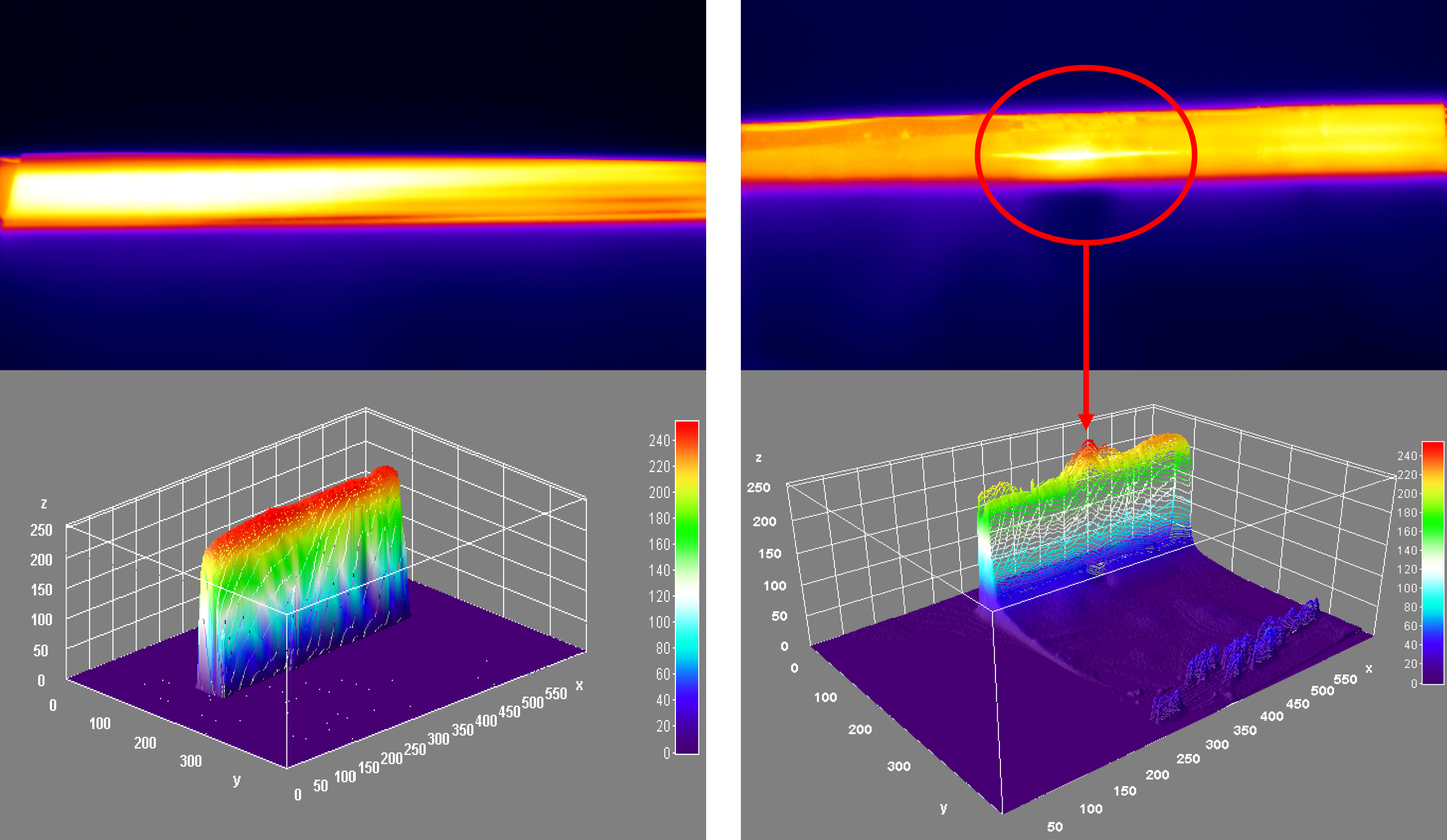
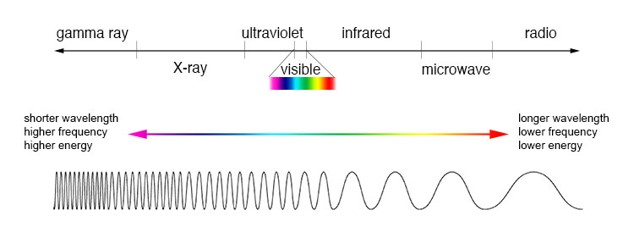
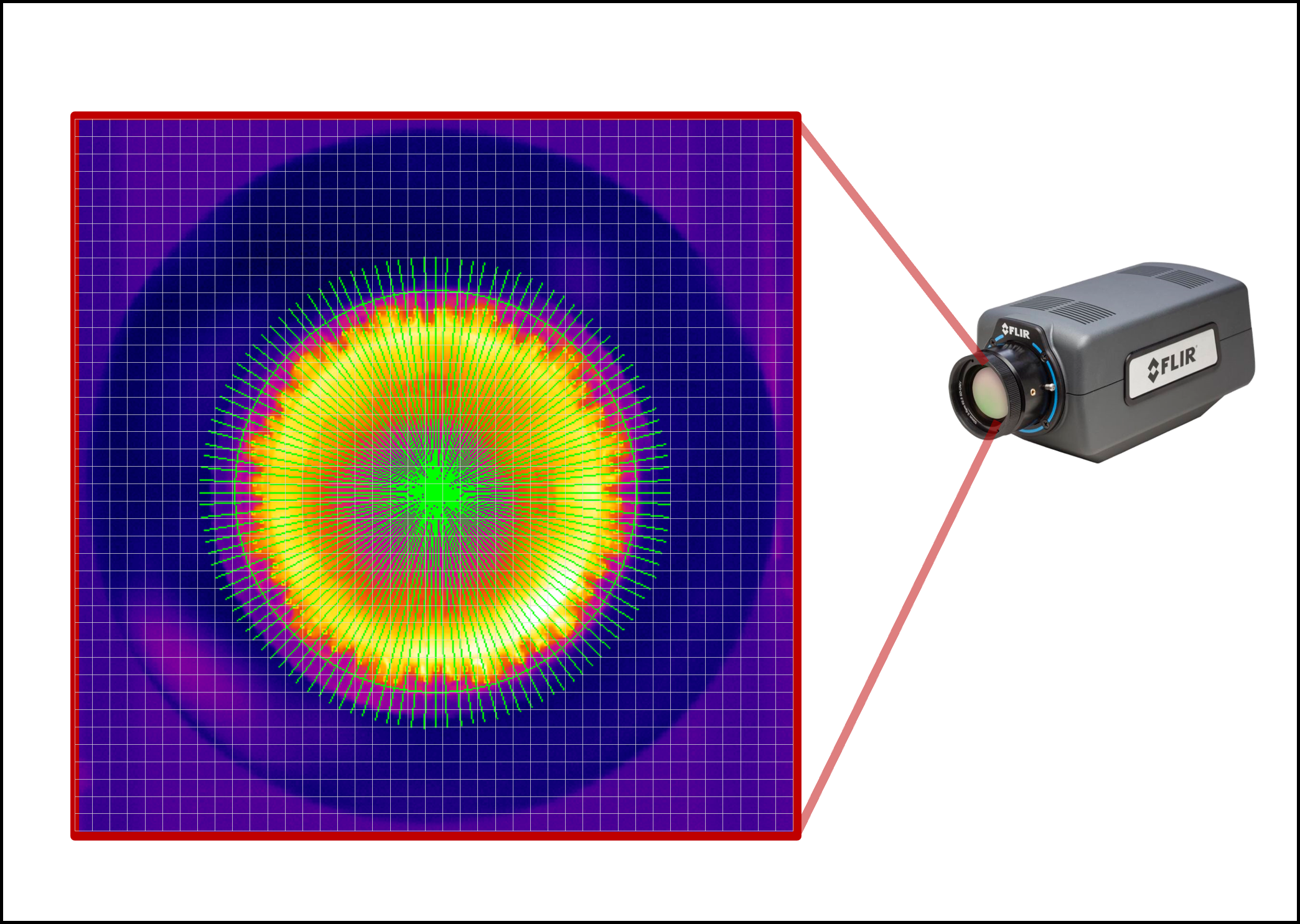
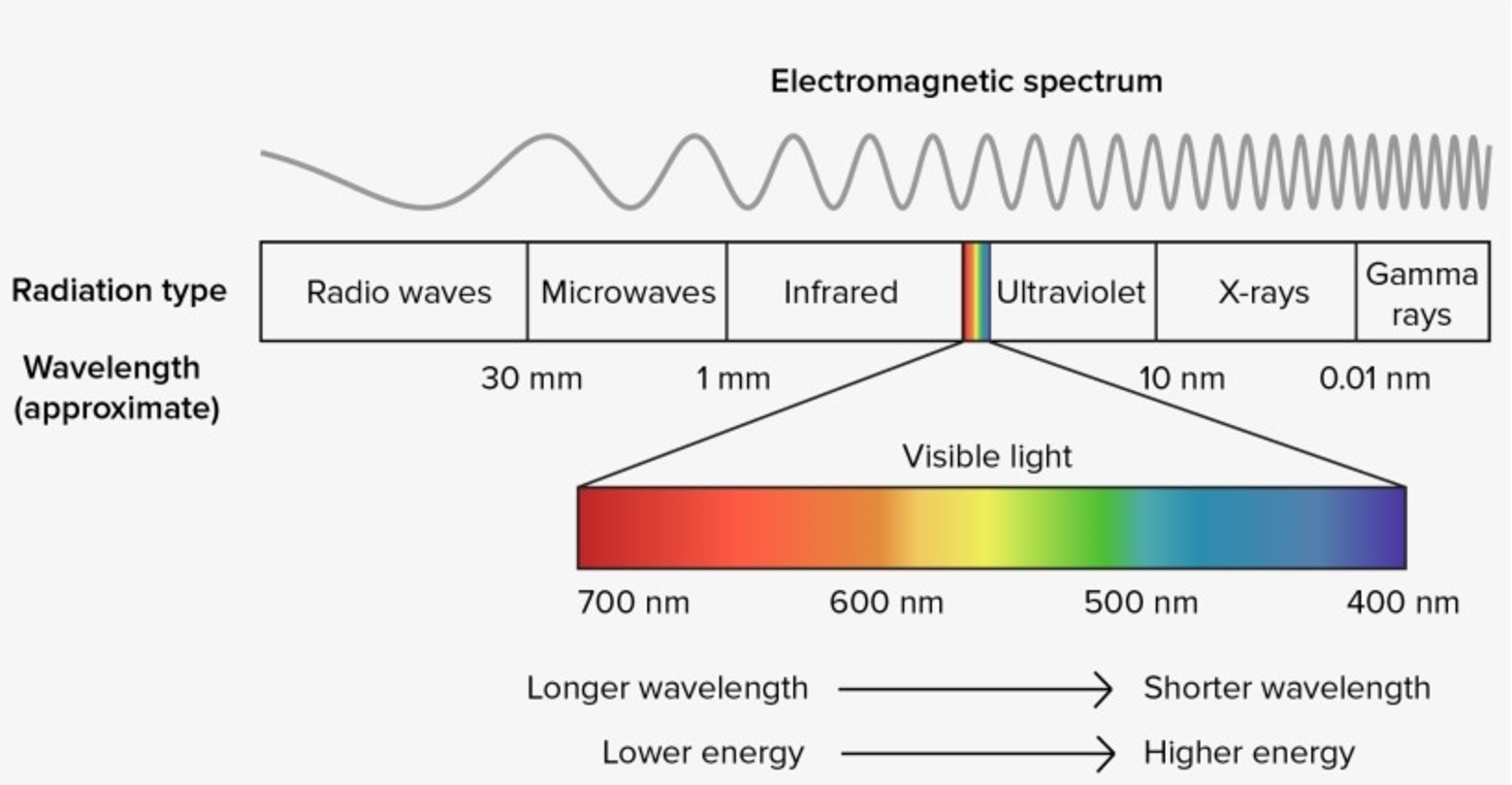
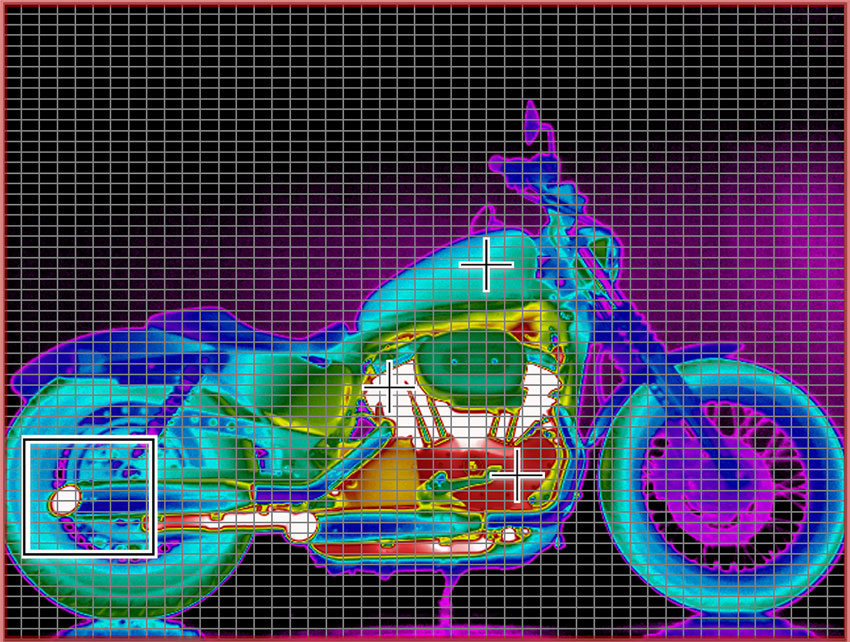
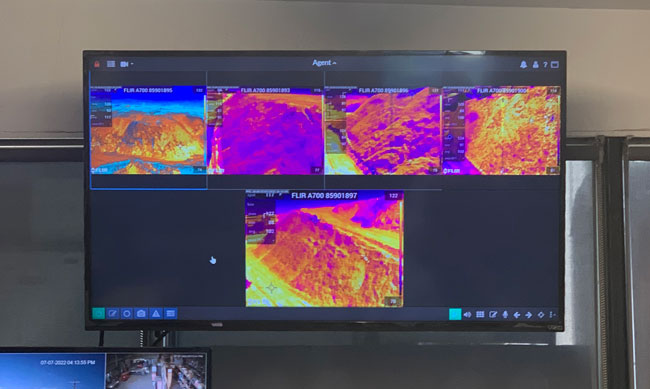
Early fire detection systems can detect the presence of a fire in its early stages. With the help of infrared cameras, early detection systems are able to see the warming up of materials before the appearance of smoke particles or flames. Infrared cameras are the only fire detection device that are able to distinguish signs of fire before becoming visible to the human eye.
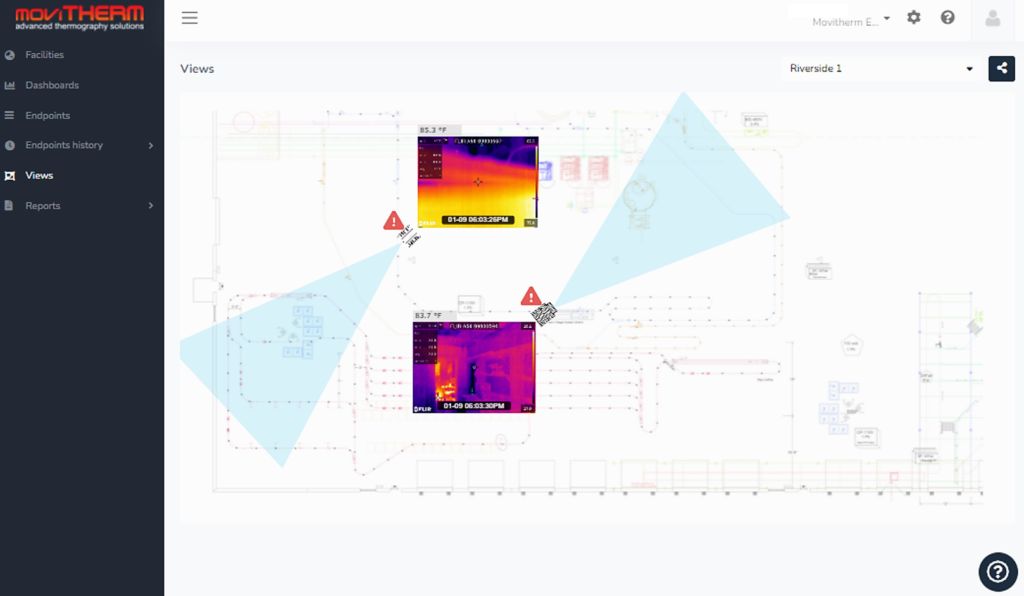
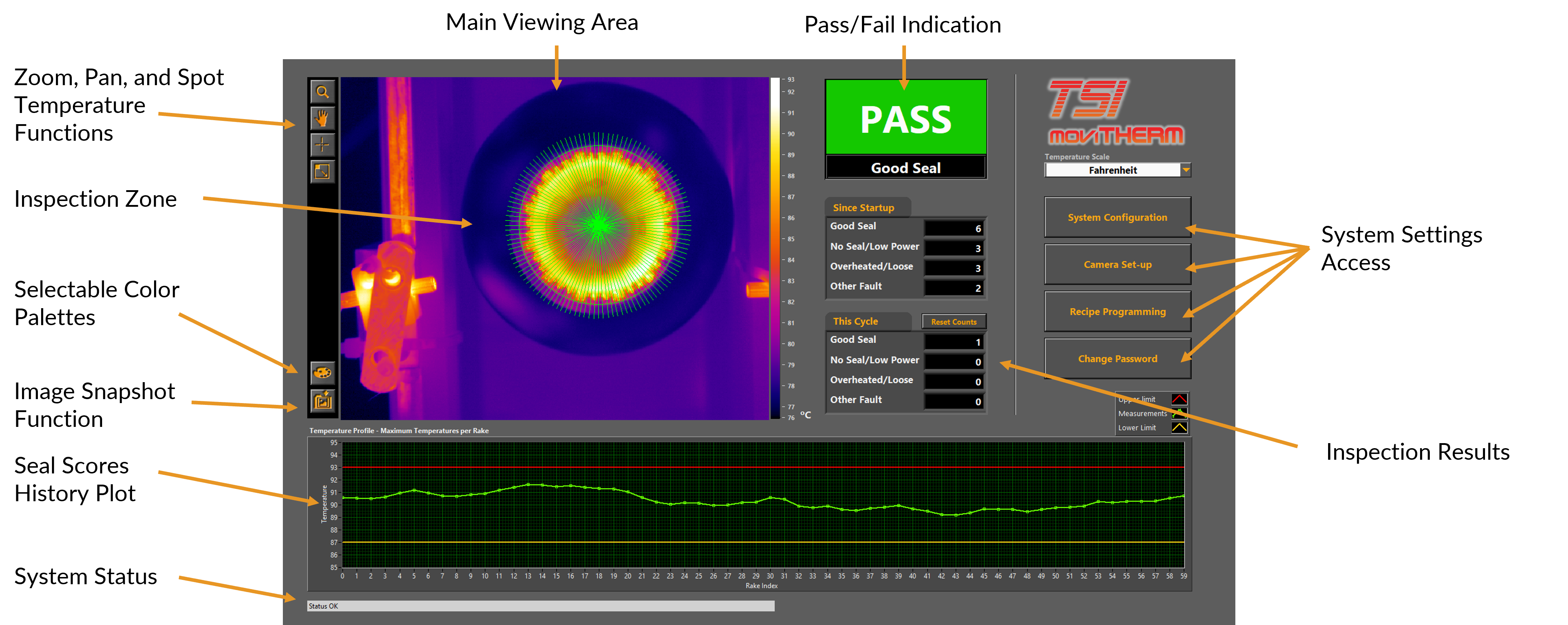
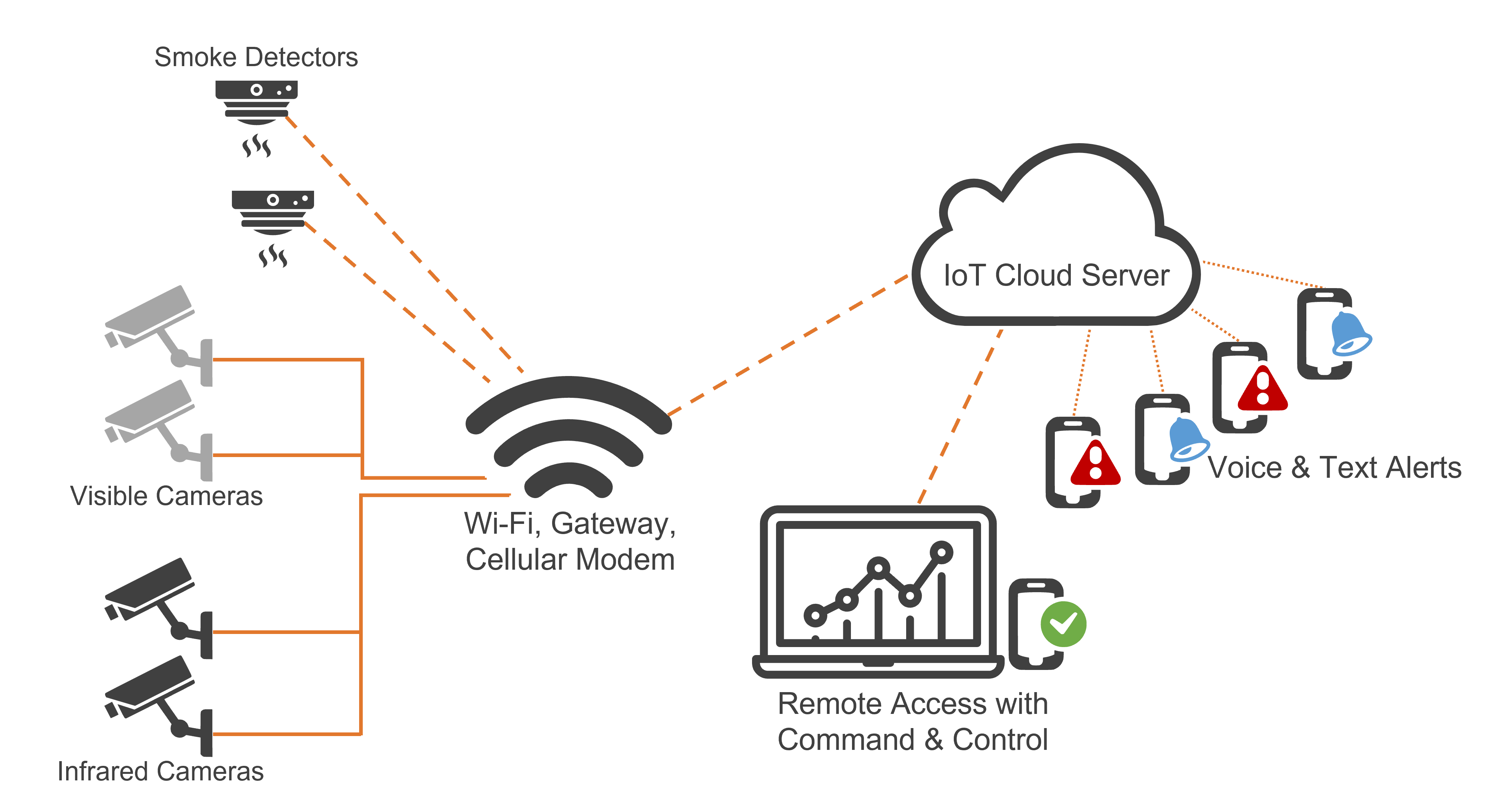
End-users can monitor and access all connected cameras and sensors by logging into the iEFD application. However, the system does not require human monitoring. iEFD is an intelligent early fire detection system that works on its own.
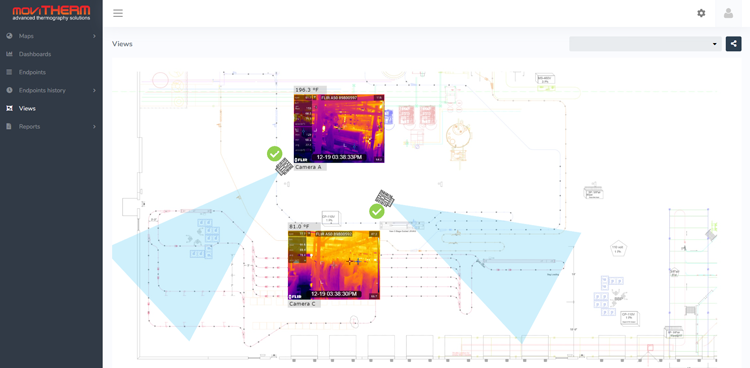
Views of connected infrared cameras through the iEFD dashboard.
2) Property Protection
An EFD system can help to protect the building and its contents from damage by detecting a fire early and alerting the authorities so that they can respond quickly. It is an important safety measure that can help to protect assets and minimize the impact of a fire on a business or organization.
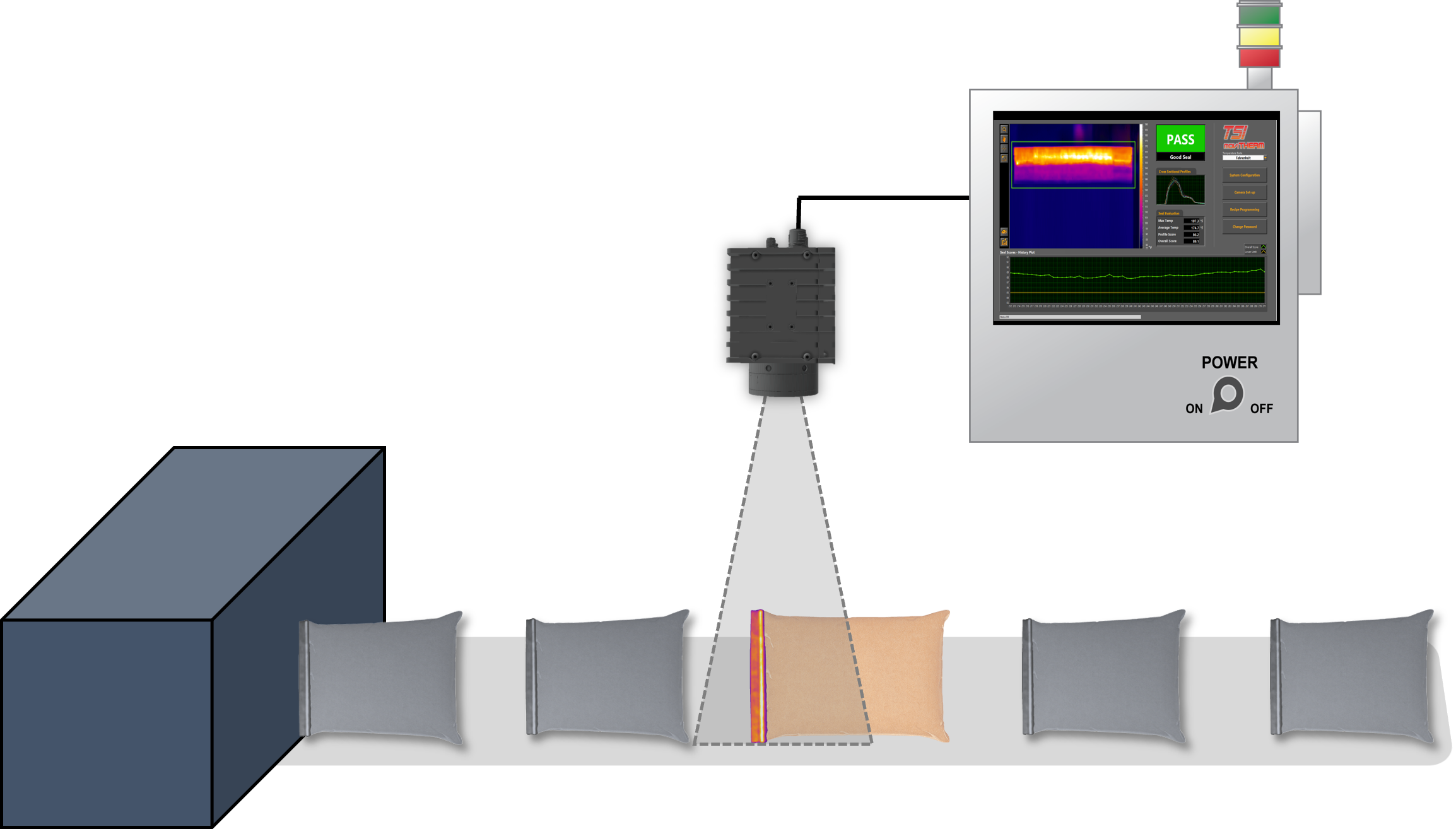
During an incident, MoviTHERM’s iEFD automatically sends out a map of the hazard to all building occupants and first responders. The map is able to detect the location of the fire in real time and help understand how quickly the fire is evolving. This helps optimize the quick response time and protect building assets while keeping others out of harm’s way.
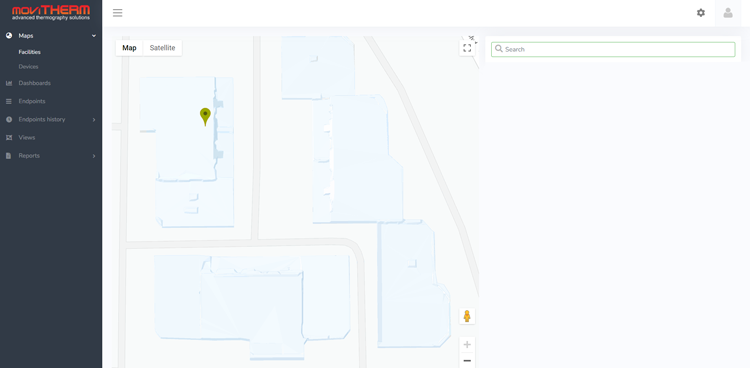
Map Views from MoviTHERM’s iEFD System
3) Life Safety
An early fire detection system can save lives by alerting building occupants to the presence of a fire and allowing them to evacuate safely. Early warning alerts can notify a select group of people of a potential issue in the making. This buys valuable time to act on safety protocols and extinguish the hot spot before turning into a threatening hazard.
MoviTHERM’s iEFD system allows for alerts to be sent via email, text messaging or voice call. Each message is fully customizable based on the location and severity of the issue. This eliminates surprise and prevents employees from being in the wrong place at the wrong time.
4) Legal and Insurance Requirements
In many cases, building codes and insurance policies require the installation of a fire detection and alarm system to help protect against the risk of fire. By requiring a fire detection system as a condition of coverage, insurance companies can reduce the risk of losses due to fire and, in turn, reduce the cost of insurance premiums for policyholders.
In addition, some building codes and regulations may require the installation of a fire detection system, and insurance companies may require this as a condition of coverage in order to ensure compliance with these regulations.
5) Cost Savings
A fire detection system can help to minimize the cost of damages caused by a fire by detecting it early and alerting the authorities so that they can respond quickly. The NFPA (National Fire Protection Association) found that the average property damage cost of a fire for industrial properties is $128,099. By warning earlier on the pathway to ignition, facility managers can avert costly and potentially life threatening fires before they are permitted to start and spread.
Conclusion
Modern technology has enabled the development of many newer and more efficient ways of detecting fires in buildings. It is important to note that early fire detection systems do not replace existing detection and response protocols. Instead, the system functions as an early warning system, detecting areas in the facility where ignition may occur.
Overall, a fire detection system is an important safety measure that can help protect lives, property, and financial assets. Industries including coal, biomass, industrial laundry, wood processing, trash bunkers, and metal recycling can benefit from a fire detection system.