Optimizing Infrared Viewing Windows with Materials and Coatings
Optimize Infrared Viewing Windows with Materials and Coatings
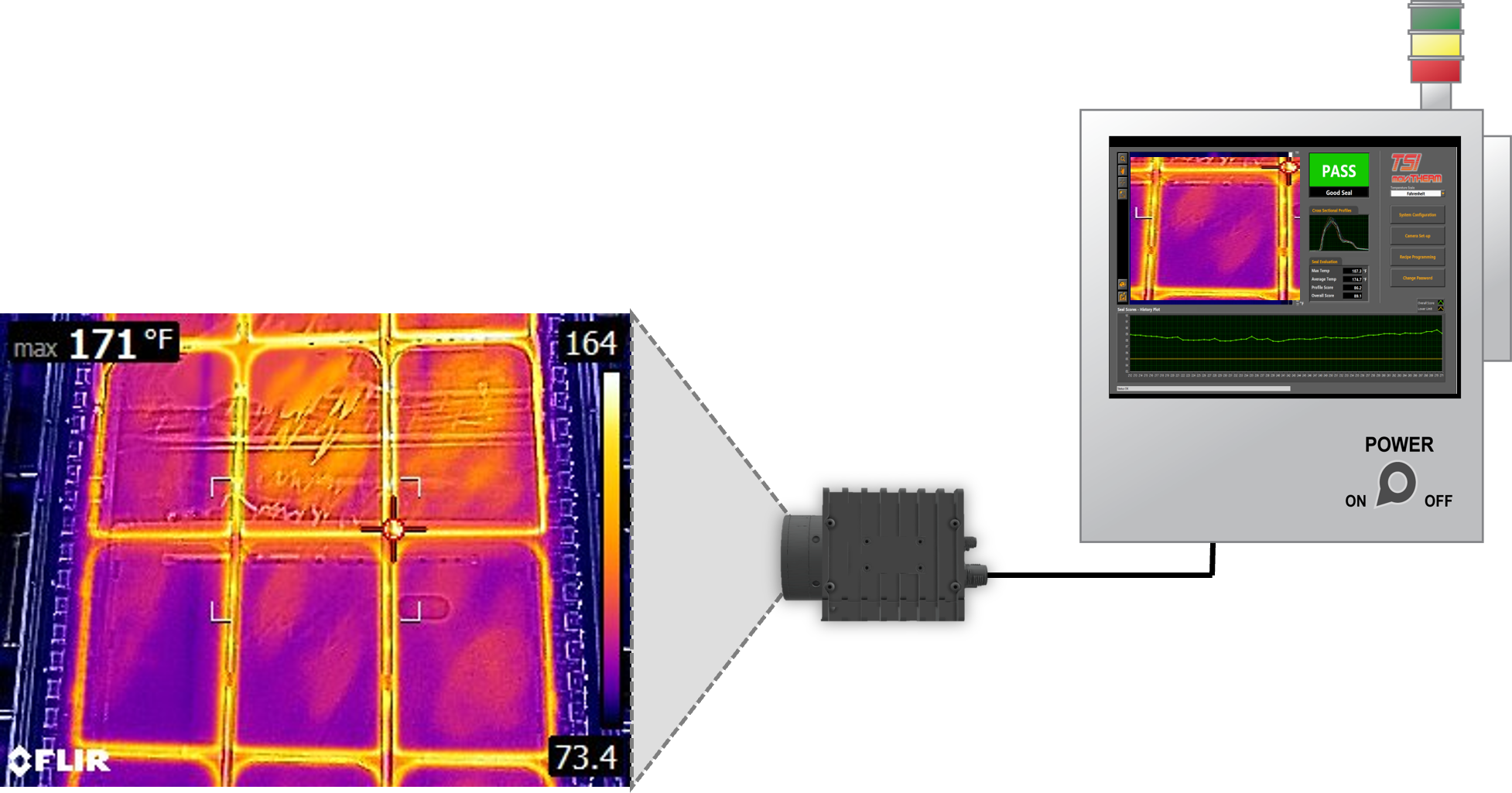
Infrared viewing windows are critical components of thermal imaging systems that play a significant role in transmitting infrared radiation from an object to the detector without compromising the integrity of the system. In harsh environments, where high temperatures, pressures, and contaminants can damage the optical system, these windows are especially important.
This article explores the various exotic optical materials used for infrared viewing windows, including their unique properties and limitations. It also covers the different types of coatings applied to these windows, their impact on performance, and the factors to consider when selecting the appropriate material and coating for an infrared viewing window. The crucial role these windows play in thermal imaging systems, allow for high-quality image capture in harsh environments.
Infrared Viewing Windows
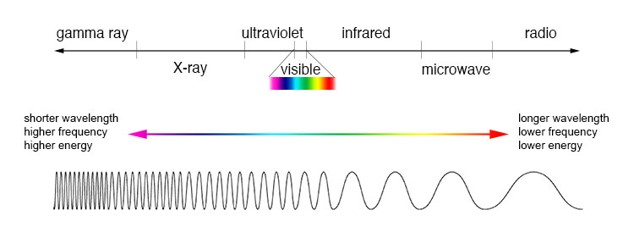
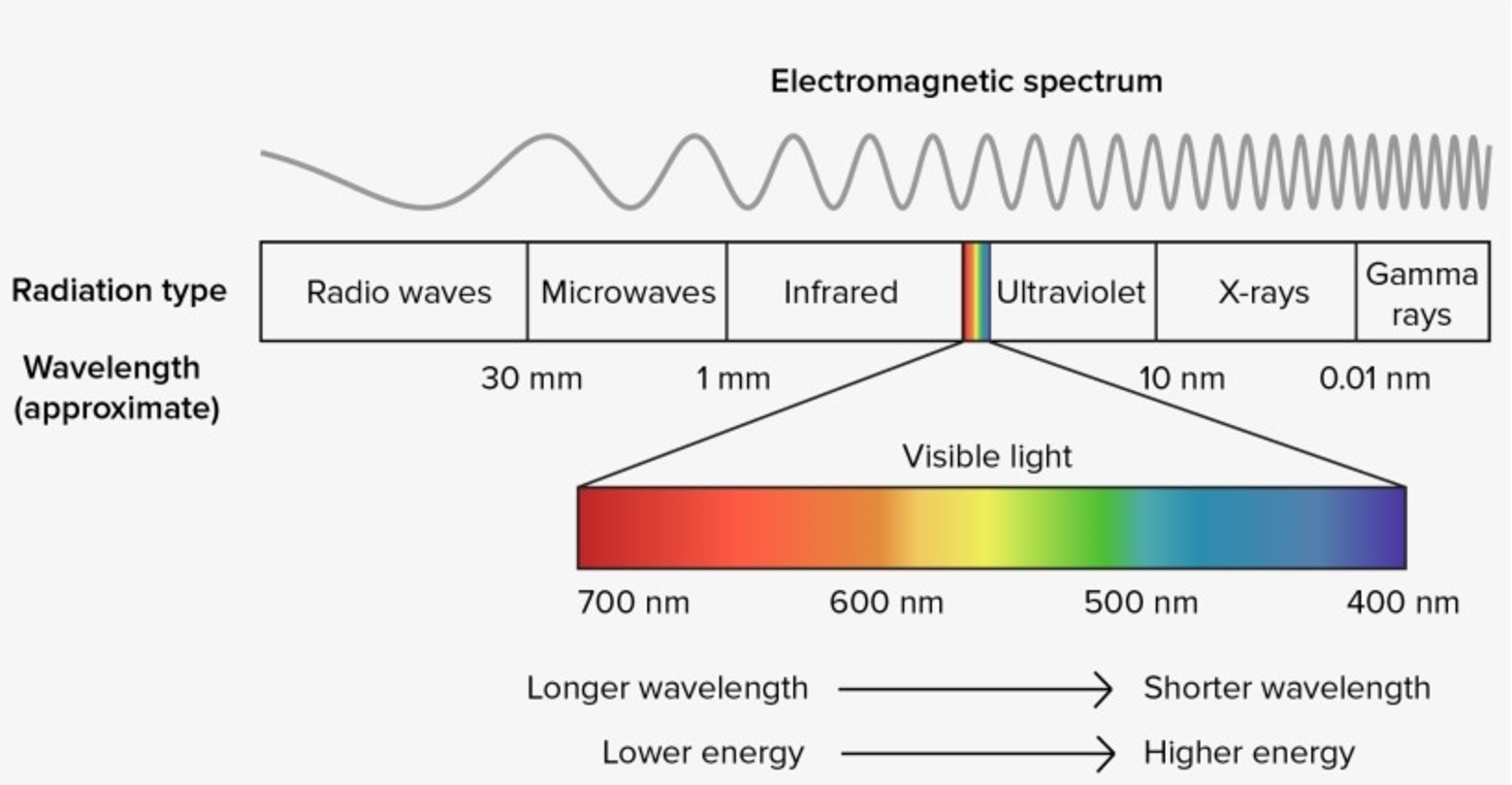
Infrared viewing windows can operate in two different spectral ranges: midwave infrared (MWIR) and longwave infrared (LWIR). MWIR is generally defined as the wavelength range of 3-5 µm, while LWIR is defined as the wavelength range of 8-14 µm. Different materials are used for MWIR and LWIR windows due to the differences in their transmission properties.
Exotic Optical Materials
Exotic optical materials are often used for infrared viewing windows because of their unique properties that make them ideal for certain applications. These materials include:
- Germanium (Ge): Germanium is a popular material for MWIR and LWIR windows due to its high refractive index, high thermal conductivity, and excellent transmission properties in the infrared range. However, it is relatively soft and can be easily scratched or damaged, so it requires a protective coating.
- Zinc Selenide (ZnSe): ZnSe is another popular material for infrared viewing windows due to its excellent transmission properties in the MWIR and LWIR ranges. It also has a low absorption coefficient and is highly resistant to thermal shock. However, it is relatively soft and can be easily scratched or damaged, so it requires a protective coating.
- Sapphire (Al2O3): Sapphire is a material that is highly resistant to abrasion, erosion, and thermal shock, making it an ideal material for harsh environments. It has excellent transmission properties in the MWIR and LWIR ranges, but its high refractive index can cause problems with image distortion.
- Calcium Fluoride (CaF2): CaF2 is a material with excellent transmission properties in the MWIR and LWIR ranges. It has a low absorption coefficient and is highly resistant to thermal shock. However, it is relatively soft and can be easily scratched or damaged, so it requires a protective coating.
- Silicon (Si): Silicon is a common material for visible-light windows, but it is also transparent in the MWIR range. It has a low refractive index, which can reduce reflection losses, but it is also more brittle than Germanium and can suffer from thermal stress in high-temperature applications.
Coatings
Coatings are often applied to infrared viewing windows to improve their performance. The four most common types of coatings are anti-reflective (AR) coatings, protective coatings, DLC coatings and wavelength specific coatings aka. Bandpass coatings.
- Anti-Reflective (AR) Coatings: AR coatings are used to minimize reflections and increase the transmission of infrared radiation through the window. These coatings are typically made of multiple layers of dielectric materials with different refractive indices.
- Protective Coatings: Protective coatings are used to protect the infrared viewing window from scratches, abrasions, and other forms of damage. These coatings are typically made of hard materials, such as diamond-like carbon (DLC) or silicon carbide (SiC).
- Diamond-Like Carbon (DLC) Coatings: DLC coatings are extremely hard and durable, making them ideal for use in harsh environments. They can also reduce reflection losses and improve transmission in the LWIR range.
- Wavelength Region Specific Coating: This coating is typically applied based on the intended application of the window. For example, a Germanium window may have a broadband coating, allowing wavelengths from 3 µm to 14 µm to pass through. A window made for a LWIR – Long Wave Infrared application may be a coating favoring 8 µm to 14 µm.
Impact on Performance
The choice of material and coating for an infrared viewing window can have a significant impact on its performance. The following factors should be considered when selecting a material and coating:
- Transmission: The transmission of infrared radiation through the window is the most important factor to consider. The material and coating should have high transmission properties in the desired spectral range.
- Durability: The material and coating should be durable enough to withstand the harsh conditions of the environment in which they will be used. They should be resistant to scratches, abrasions, thermal shock, and other forms of damage.
- Image Quality: The material and coating should not cause image distortion or reduce the clarity of the image.
- Cost: The cost of the material and coating should be considered, as some exotic materials and coatings can be expensive.
Conclusion
Infrared viewing windows are essential components of thermal imaging systems that enable the capture of high-quality images in harsh environments. The choice of material and coating for these windows plays a crucial role in their performance, considering factors such as transmission, durability, image quality, and cost. In this article we provided an overview of the various exotic optical materials and coatings used for infrared viewing windows, highlighting their unique properties and limitations.
Ultimately, selecting the appropriate material and coating for an infrared viewing window is essential in ensuring optimal performance and maximizing the system’s lifespan. With ongoing advancements in technology and materials, it is likely that the use of infrared viewing windows will continue to play a vital role in the evolution of thermal imaging systems in various applications, from military and aerospace to medical and industrial.