IR Cameras Prevent Recycling Plant Fires
Preventing Recycling Plant Fires with IR Cameras
With more lithium-ion batteries and other flammable materials ending up in consumer waste, recycling plant fires are becoming more common than they should.
In the last year alone, there were over three hundred reported fire incidents in the waste and recycling plant industries. Every other day, we’ll see a news story pop up on our feed about another recycling facility that has caught fire. It happens so often, that at this point, facility owners have a routine in place for when a fire starts.
Although recycling plants have gotten accustomed to their facility catching fire, there’s still a possibility something could go wrong. With every new fire outbreak, waste and recycling crews battle to suppress the fire before it spreads or multiplies. With no real guarantee of mitigating the fire, owners are putting their employees and community in danger.
Devices That Spot Fire Before Igniting
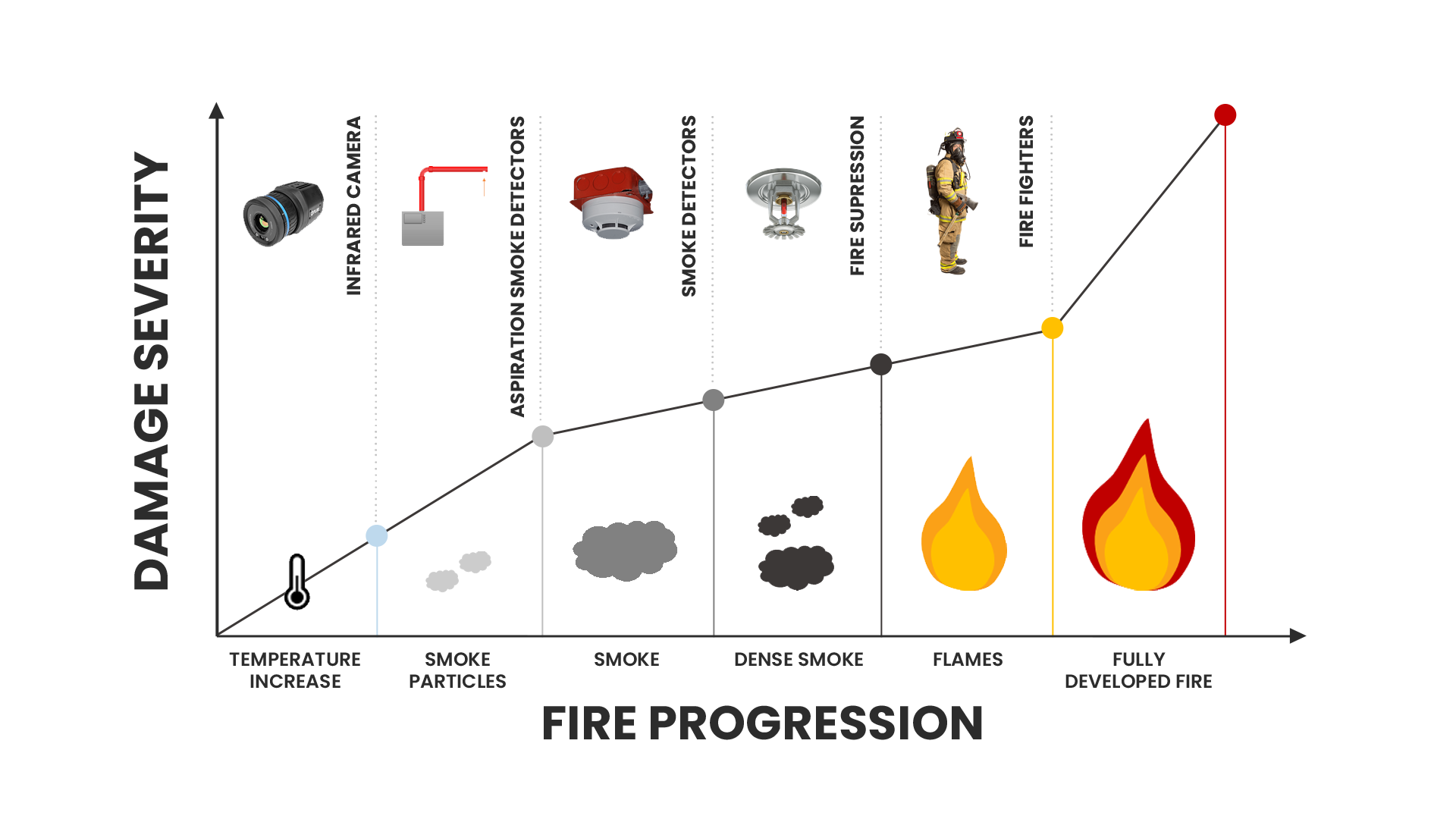
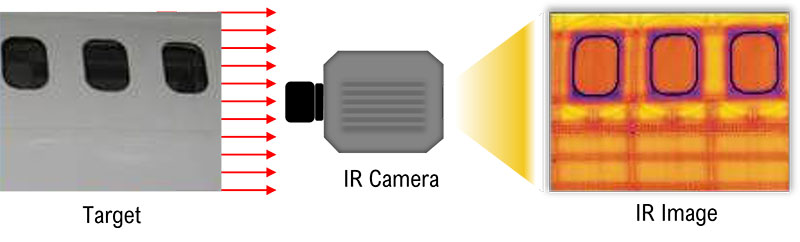
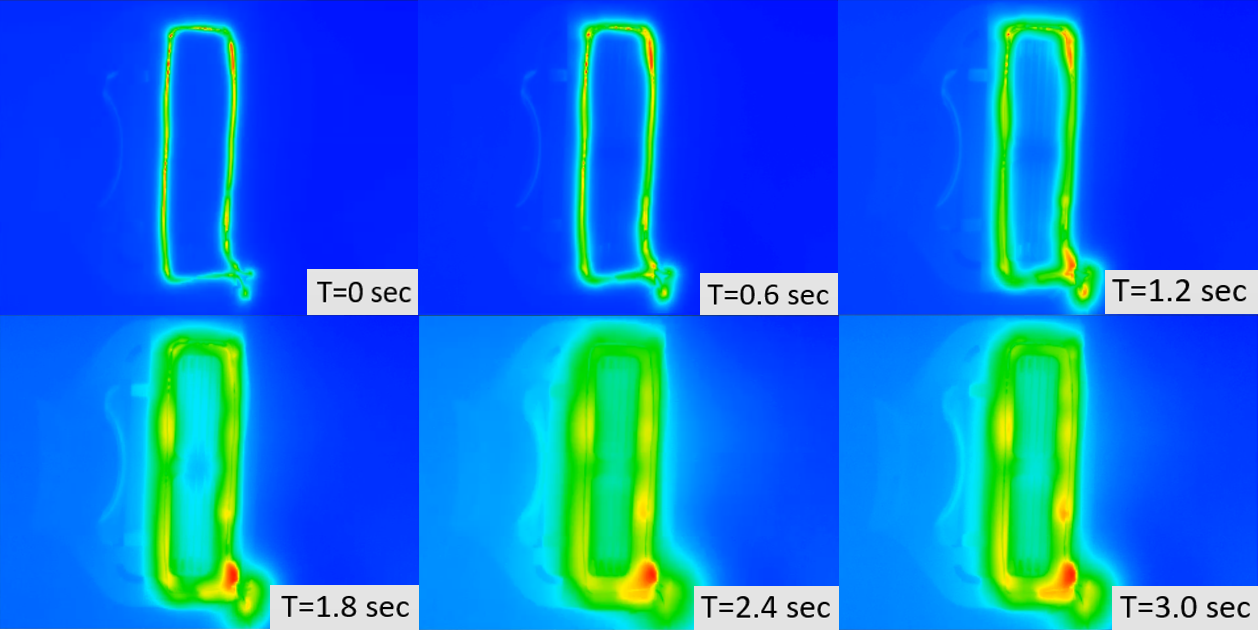
Infrared cameras (or thermal imaging cameras) are widely used by firefighters because they can detect heat through smoke. Figure 1 shows infrared cameras are the first to see the warming up of materials early in the fire development process, before smoke particles or flames.
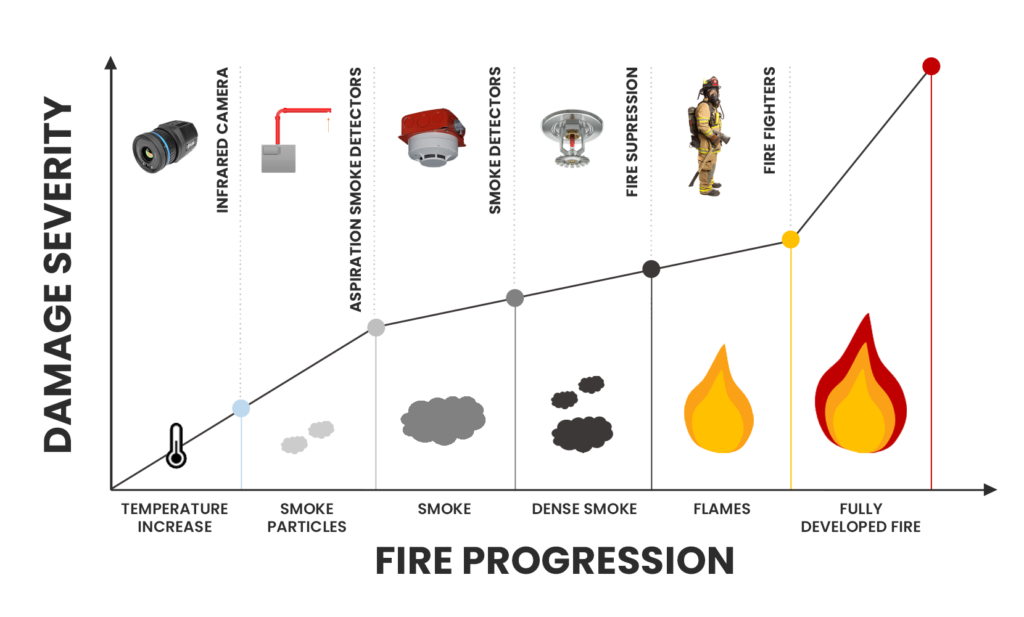
Figure 1: Fire progression graph shows infrared cameras are the first to detect signs of fire formation.
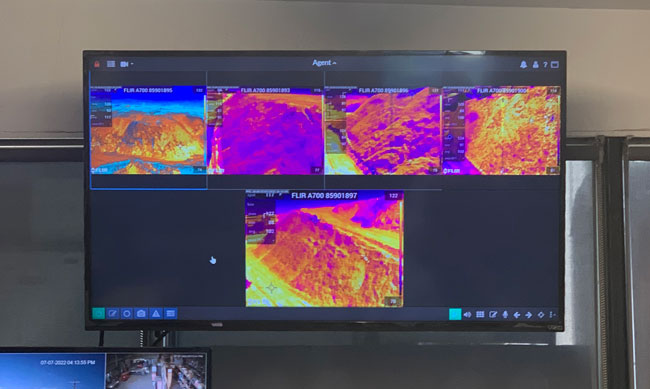
Fire crews not only have access to thermal imaging devices, but some stations even have access to dashboards that show the pin point location of a fire. These dashboards are a powerful tool, as it shows how fast and where a fire is spreading.
Now if this type of technology exists, what is stopping plant owners from installing a similar fire detection system in their recycling facility? The answer is, nothing! Early fire detection systems are available to any industry who has a fire mitigation problem. Unfortunately, not every plant owner is up to date with current technology and some still depend on the fire department to come and save the day.
Smart Fire Detection Systems

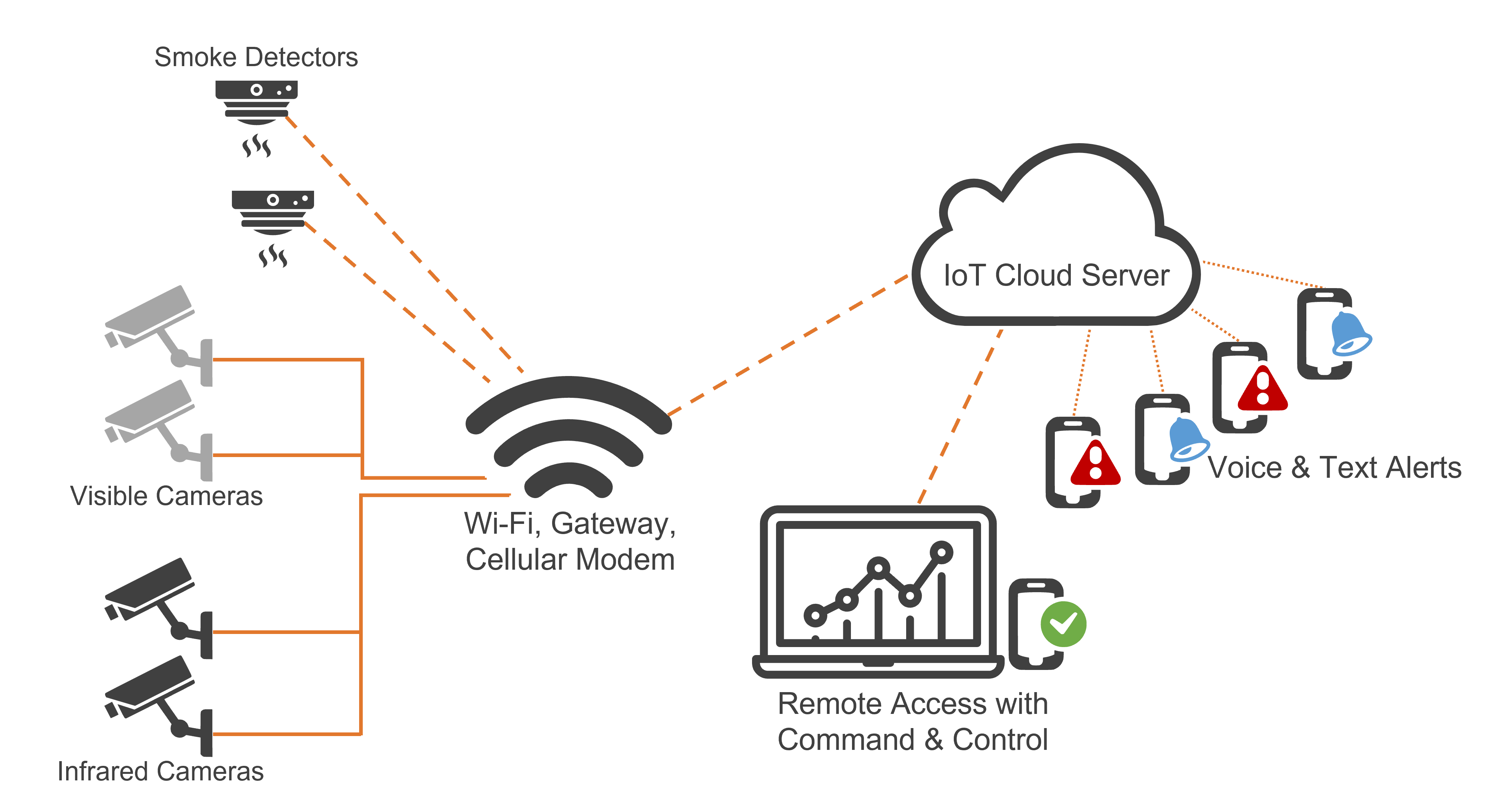
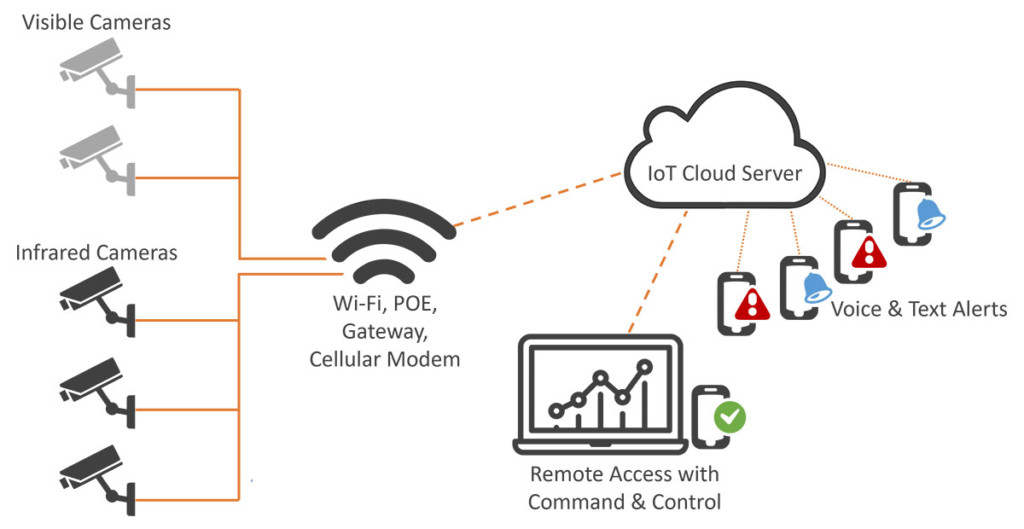
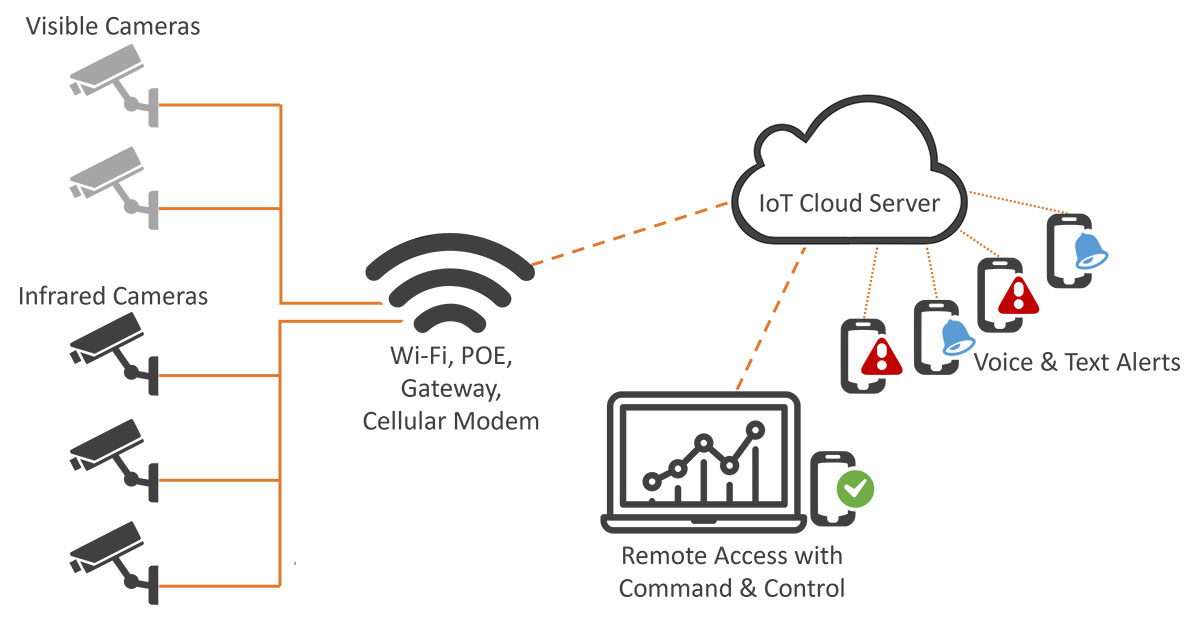
MoviTHERM’s intelligent fire detection system is accessed by mobile device.
With the modern age comes modern solutions. Early fire detection systems are equipped with features that remove the worry of a disastrous outcome caused by a fire.
These smart fire prevention systems can utilize a single point of contact (e.g. a mobile phone or computer interface) to bring together data from various connected fire alarm sensors, allowing the end-user to quickly view the status of fire risk in real-time.
By leveraging the advantages of IoT connectivity, fire management systems have the ability to detect the number of people in the facility, the location of the fire, and the rate at which the fire is spreading.
If a connected sensor or infrared camera detects fire formation (a hot spot), the intelligent fire detection system will send out mass notifications to alert everyone in the recycling plant to stay away from the hazard and notify the professionals to take care of the problem. The neat thing about smart detection systems is that they will alert before the fire becomes visible.
With smart fire detection systems, recycling plants can prevent fires and keep their employees and community safe.