Seal Inspection Using Thermal Cameras in Your Process Line
Many packages for food, medical, pharmaceutical, supplies and other goods are packaged in bags that are being sealed using heat. Thermal bag seal inspection refers to using a thermal camera to inspect the heat signature of the bag seal, immediately after sealing.
There are several different methods of how the bag seal is being heated, but ultimately all lead to the same result. Two materials are being joined together forming a (hopefully) tight package seal.
How is a thermal seal created?
Thermal bag sealing or package sealing refers to a sealing concept that either heats up plastic materials to their melting point, thus allowing the materials to fuse together. Some package seal designs have a predetermined adhesive area to form the seal.
Induction Sealing of Bottle Caps
This method is commonly used in bottle cap applications. In case of the bottle cap seal, a liner is being inserted into the cap, prior to capping the bottle. The liner may be an aluminum foil or contain a layer of cardboard. The liner is coated with an adhesive that is facing towards the bottle. After the cap has been screwed onto the bottle, the bottle travels underneath an induction heater. The aluminum foil is now being heating by the eddy currents generated in the magnetic field of the coil of the induction heater while the bottle travels down a conveyor. The aluminum foil heats up and melts the adhesive. The pressure from the torqued cap assured that the cap liner adheres to the bottle after the adhesive has cooled down.
Platen Heat Sealers
Another common heat-sealing method is using heated plates. These plates are formed in the shape of the package seal area. Typical package designs are cups or containers with a plastic foil on top. The packages come down a conveyor line and the heated plate sealer pressed down onto the top foil transferring its heat into the package seal area.
Band Sealers
Band sealers are often found in continuous bag sealing applications. These allow the bags to be in motion during the sealing process. The bag is moved through the band sealer while the sealer transfers heat onto the bag seal.
Ultrasonic Sealers
Another common sealing technology for bag sealing uses ultrasound to create heat directly in the seal. This is commonly found in paper bag applications. Since paper does not melt together, an adhesive layer has been applied to the bag seal during the manufacturing process of the paper bag. The paper bag is then being inserted into the jaws of the ultrasonic sealer. A short burst of very powerful ultrasound energy is induced into the bag seal area. This causes the adhesive-covered bag seal areas to vibrate. The friction together with the vibration creates heat, which in turn melts the adhesive and forms the bag seal. All of this happens in a fraction of a second.
There are other bag sealing and package sealing methods and technologies besides these. For example Friction welding, Radio Frequency (RF) welding, and Laser welding to name a few. The previous examples are just some common examples found in the packaging industry.
The Need for Inspection
First off, not every package seal is critical. Therefore, not every package sealing application requires rigorous inspection.
Thermal imaging-based inspection systems are suited for critical packaging applications. Critical applications are applications in which a weak seal, an impartial seal, or even a small leak would lead to significant issues.
Sometimes these issues are related to product quality and have cosmetic reasons, other times the risk is much higher, such with maintain sterility in medical applications.
Thermal bag seal inspection offers a unique advantage, as it is a non-contact temperature measurement method.
However, based on the thermophysical properties of the materials used for the bag seal, the inspection can be challenging. Some materials are not suitable for thermal imaging-based inspections at all, such as certain metal films which may be highly reflective in nature. Even if the package material does not look very shiny to the human eye, it may still be problematic to inspect with a thermal imaging camera. This all comes down to physics and material properties, emissivity, transmission and reflection.
“It is for that very reason, that we here at MoviTHERM always start every bag seal application with a feasibility study. That allows us and our customers to properly evaluate how the materials behave in the infrared spectrum and whether the inspection application will work, before investing a lot of time and money.” – adds Markus Tarin, President & CEO, MoviTHERM
The Importance of the Inspection Location
Every thermal bag sealing application behaves differently and is sometimes unpredictable. Even if it has been determined that the thermophysical properties of the bag seal allow for reliable temperature measurement, there are still other challenges that need to be tackled. Depending on the level of heat input, the sealing temperature, as well as the physical mass in the sealing area and heat conductivity of the material, the heat in the seal, will spread at a different rate.
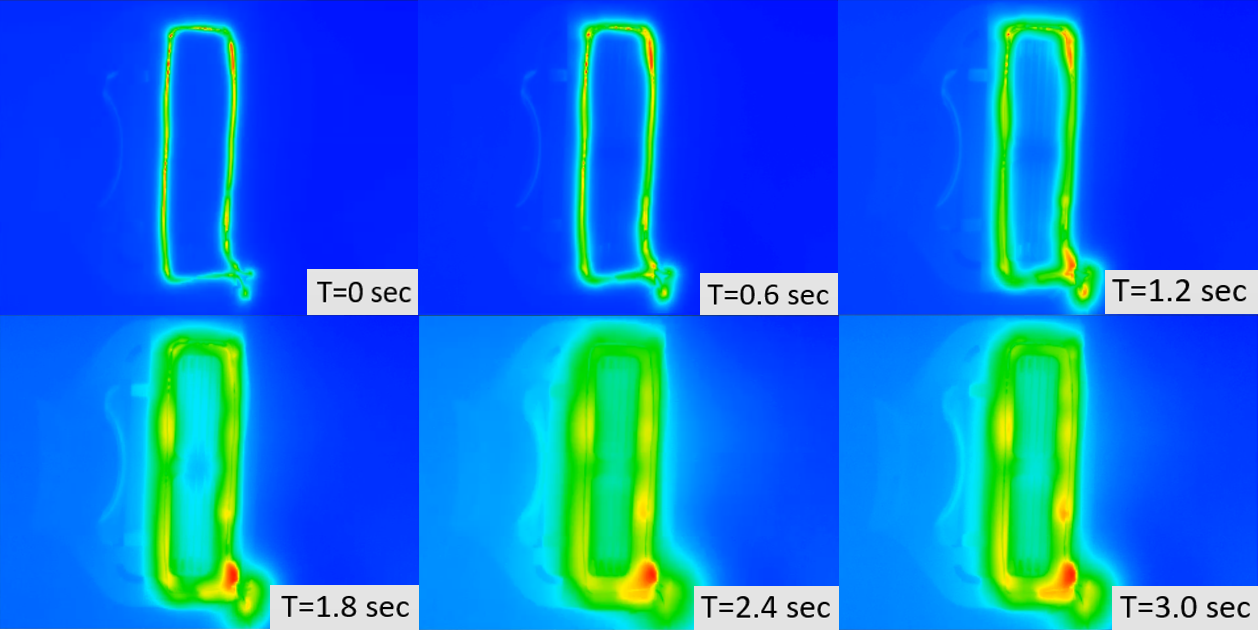
Thermal image time sequence of heat seal.
The above pictures are thermal images taken from an ultrasonically welded seal. This time series illustrates how the thermal signature of the weld area changes over time. The first image (t=0 sec) has been taken immediately after the weld. In the last image (t=3.0 sec) you can see that the heat signature has significant changes.
Why does this matter?
Well, the more time passes from the time heat was induced into the bag seal, the more the heat signature diffuses. A side effect of that thermal diffusion is that the heat signature of the seal washes out and becomes very blurry. The heat energy from the hotter regions flows towards the colder regions.
So, if there is an area in the seal that wasn’t sealed properly, it tends to be colder than the surrounding regions. The thermal contrast this creates can be used to detect the defect in the bag seal. However, that thermal contrast starts to fade away, making the defect detection less reliable as time passes.
Application Story – Paper Bag Seal Inspection
To put all of this into context, let’s take a look at a real-world bag seal inspection application. The following example used a thermal camera and custom-developed thermal imaging software. The paper bags are being sealed with an ultrasonic sealer. Once sealed, the bags are being dropped onto a conveyor belt. A proximity sensor detects the bag and triggers the thermal camera. The thermal imaging software analyzes the heat signature of the bag and determines whether the seal is good or bad.
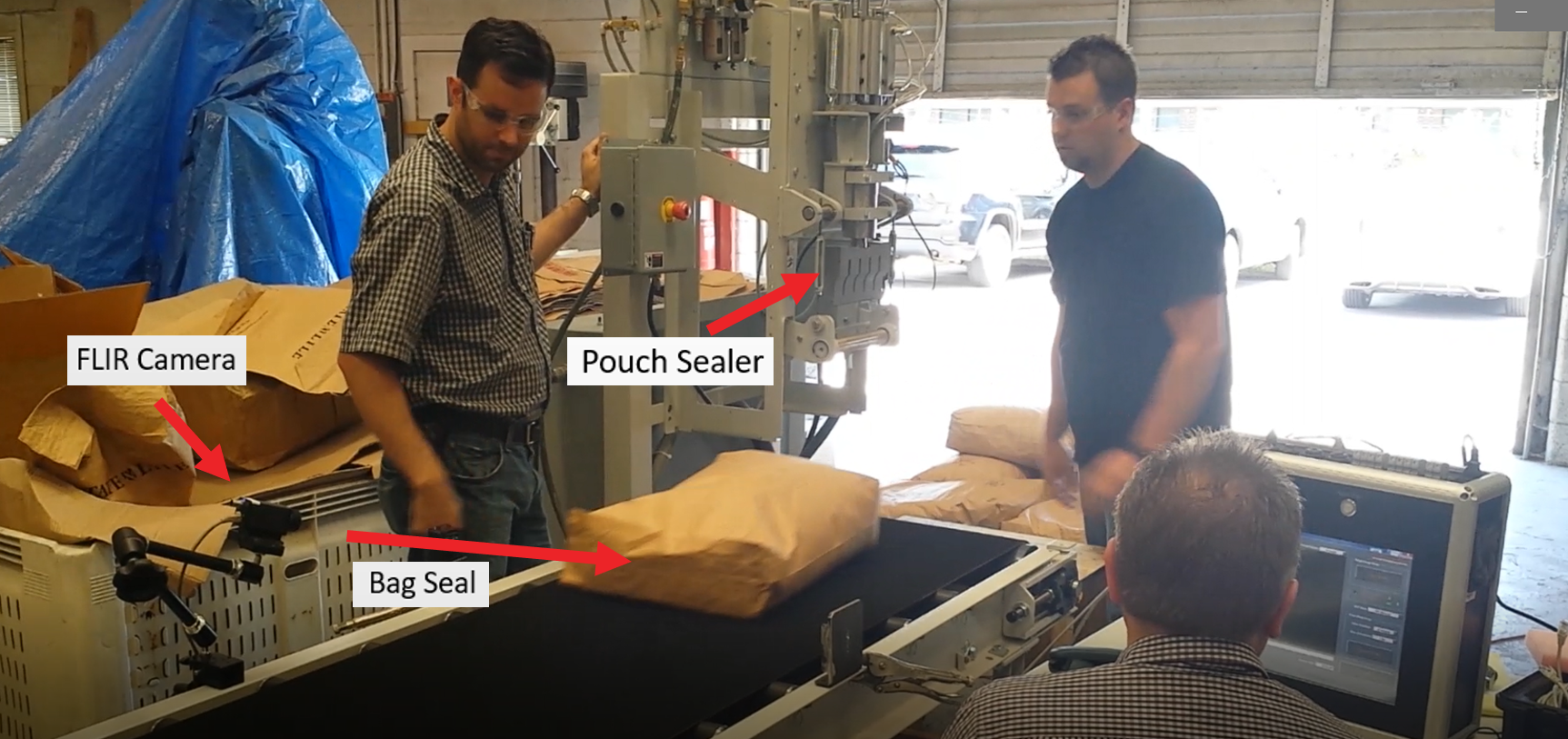
Paper pouch sealing setup.
The photo above shows the test setup. Visible are the ultrasonic bag sealer, the conveyor belt, the paper bag with the seal facing forward, the FLIR Thermal camera, and an industrial PC running the custom thermal bag seal inspection software.
Thermal Bag Seal Inspection – Conceptual Setup
The following illustration shows the setup that was used for the inspection setup. A proximity switch was used to trigger the thermal camera always at the right time after the sealing process.
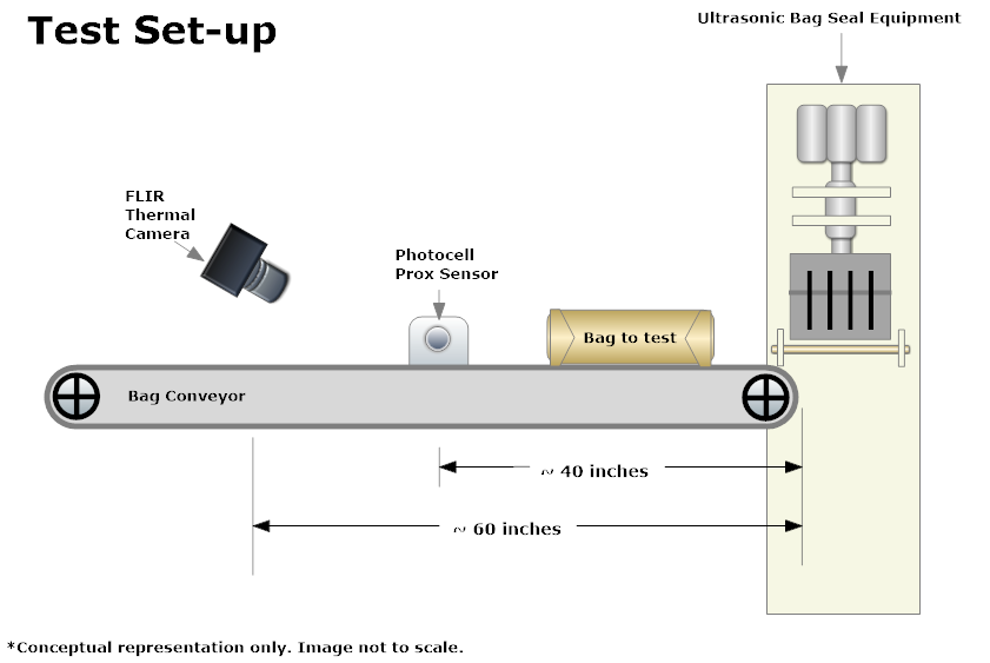
Paper Pouch Seal Inspection Setup – Conceptual
Determining the right time window for snapping the thermal image of the seal is crucial. Sometimes it actually takes some time for the heat to rise to the surface of the material. So taking the image either too early or too late will not yield satisfactory results.
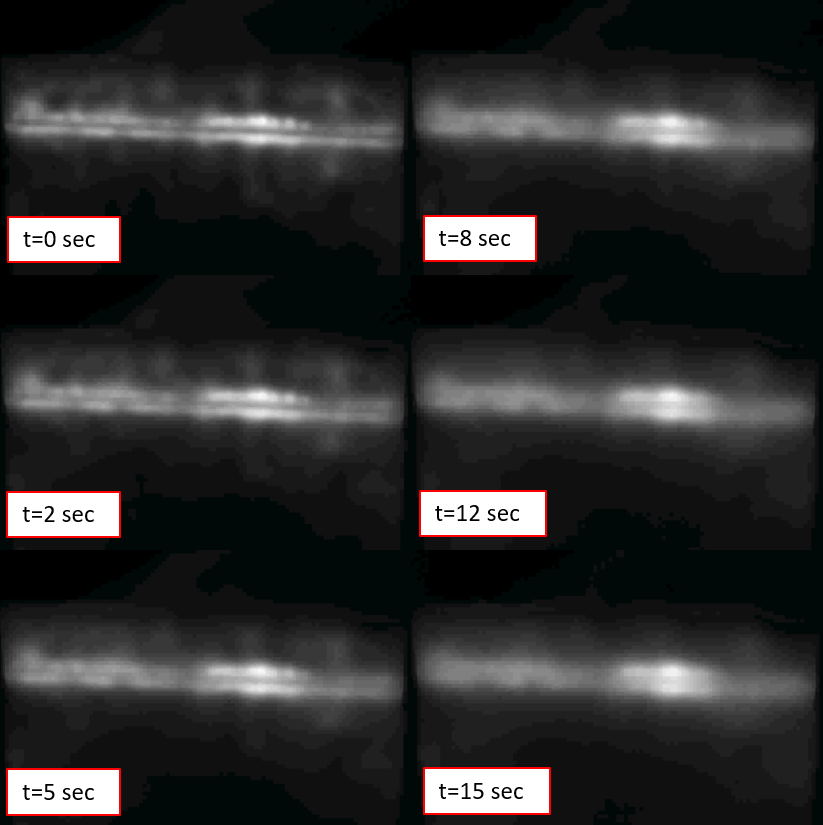
The black and white image series is a thermal time series. We essentially stopped the conveyor belt. We then extracted six thermal images of the bag seal. The first image at t=0 sec, then t=2 sec, t=5 sec, t=8 sec, t=12 sec and the last at t=15 seconds.
The thermal signature of the seal between 0 to 5 seconds after sealing is still nicely pronounced. This seal is made up of two horizontal lines. Starting with image four (t=8 sec) the double line feature is starting to bleed.
Performing any meaningful thermal image analysis after 5 seconds will become very challenging.
This test helps us to determine where to place the thermal camera with respect to conveyor speed and the material-dependent behavior of this particular paper bag sealing application.
Paper pouch seal image sequence.
Pass-Fail Detection with Respect to Inspection Location
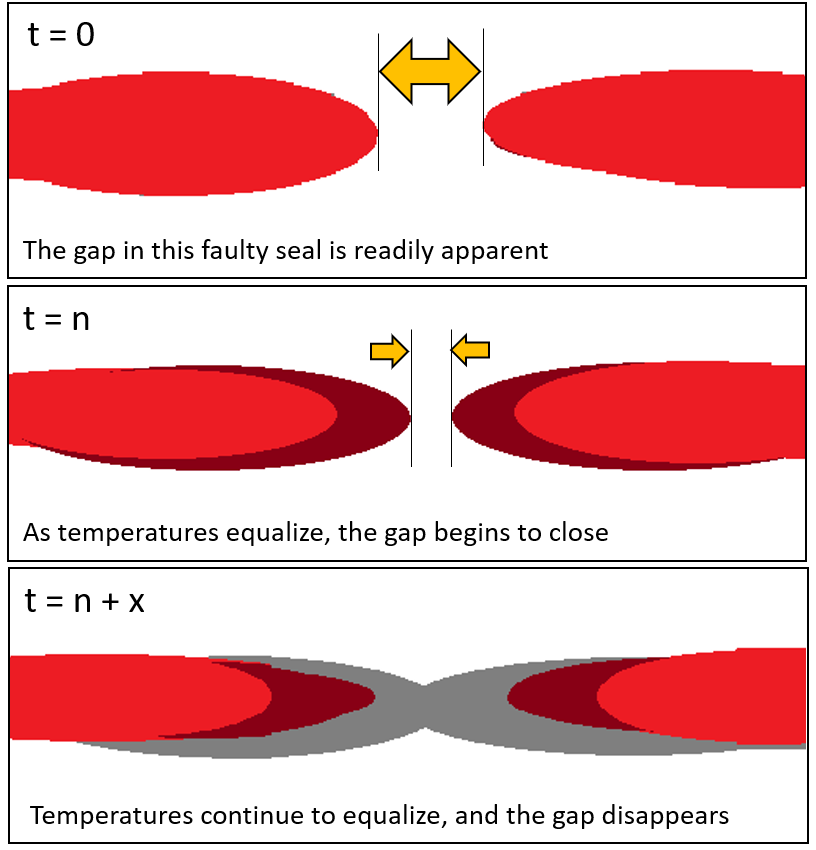
The temperature equalization from warmer regions to cooler regions can result in a bad seal eventually appearing to be a good seal. This thermal equalization effect is graphically illustrated in the 3 images on the right. In a thermal bag seal inspection application, it is important to capture the image soon after the seal is applied.
The sooner the exposure, the more likely the inspection can catch the faults – before equalization can hide them. The light red regions represent the heat signature on the bag seal area that is above a certain temperature threshold.
The detected gap is a faulty seal area where there is insufficient heat present. This would lead to a broken or incomplete seal and may cause product to leak out or moisture to creep into the product.
Correctly understanding this thermal diffusion effect makes the difference between being able to properly identify sealing defects or not.
Pass-Fail Detection
Good Seal Example
The example image below shows a thermal image (vertical seal orientation) and the corresponding processed image. A common machine vision processing step, called “image threshold” was applied to create a blob image. A blob image is a binary image with all pixels turned on that are above a certain threshold. The threshold in this example is directly related to the seal temperature.
What one would expect from a good seal is a continuous red area in the shape of the seal. Additional evaluation functions can be applied to further examine the quality of the seal. For example, one could measure the width along the sealing region and the length. Other options are looking for any orphaned blobs of disruptions.
The inspection strategy mainly depends on how the material behaves and how repeatable the results are. This is also impacted by dynamic behaviors of the sealer. During startup, the seal temperature may still be changing as the sealer warms up.
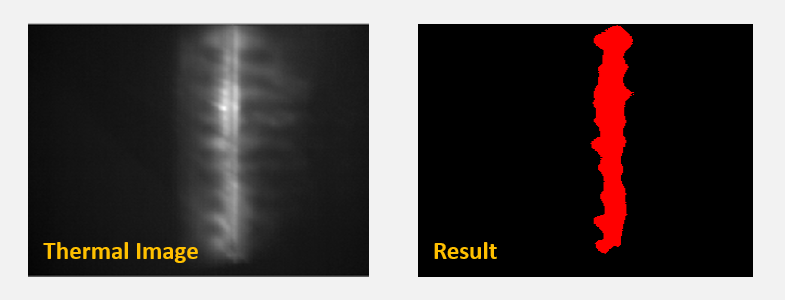
Good seal example.
Faulty Seals Example
Depending on the application, there are several failure modes. It is good engineering practice to characterize the different failure modes to properly understand how these impact the heat signature of the seal.
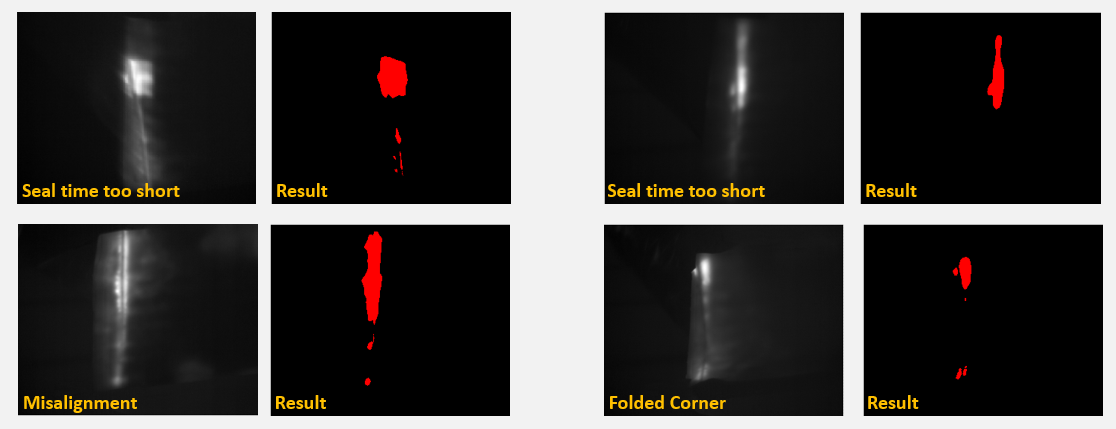
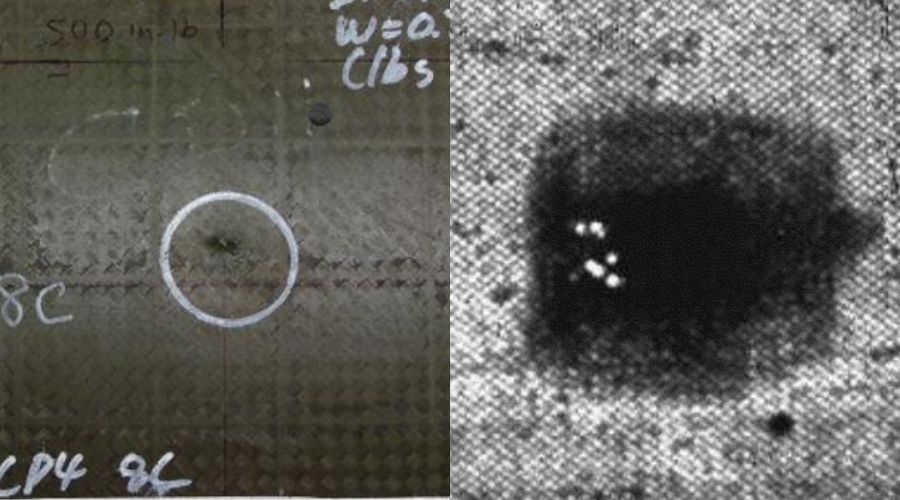
Infrared image examples of faulty seals.
Common Challenges in Thermal Bag Seal Inspection Applications
There are plenty of challenges with thermal bag seal inspection applications. These stem from the sealing methodology, the thermophysical properties of the material, ambient and environmental conditions, and dynamic behaviors.
The list below is a summary of commonly encountered challenges in bag sealing applications:
- Specific Thermal Conductivity (Rate of thermal diffusion)
- Emissivity (Ability of the material to radiate heat)
- Reflectivity (Low emissivity surface, reflections)
- Transmissivity (Certain coatings and thin film plastics)
- Motion blur due to fast moving parts
- Aspect Ratio of sealing area vs. sealing width (Resolution problem)
- Ambient Temperature fluctuations
- Process drift (Start up, dynamic conditions etc.)
About MoviTHERM:
MoviTHERM – Advanced Thermography solutions was founded in 1999. The company offers solutions for plastic welding, package sealing, and non-destructive testing. In addition, MoviTHERM provides IoT Cloud monitoring solutions for thermal imaging applications for early fire detection, machine condition monitoring, and other applications. MoviTHERM is a Teledyne FLIR Premium Partner and master distributor for FLIR Thermal Cameras for automation and science applications.