
Seal Strength Testing Using Thermal Cameras in Your Process Line
Seal Strength Testing Using In-Line Thermal Inspection In the realm of manufacturing precision, the assurance of product packaging integrity takes center stage. Using thermal cameras for in-line seal strength testing has revolutionized quality control and efficiency in the packaging industry. Why Seal Strength Tests Matter Seal strength tests are vitally important in manufacturing because [...]
Overcoming the Frustration of Unreliable Heat Sealers
The Ultimate Solution to Unreliable Heat Sealers The Importance of Reliable Heat Sealing in Automation One key component often responsible for sealing the deal (literally) in automated packaging processes is the heat sealer. However, despite advancements in technology, the frustration stemming from unreliable heat sealers remains a real concern for industries relying on flawless [...]
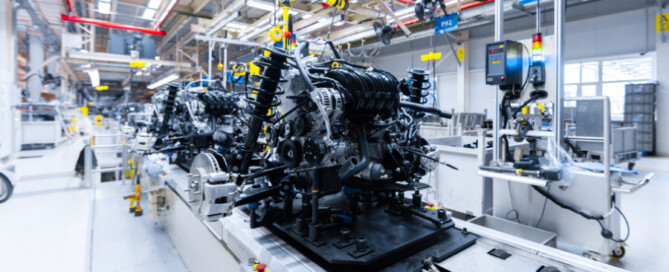
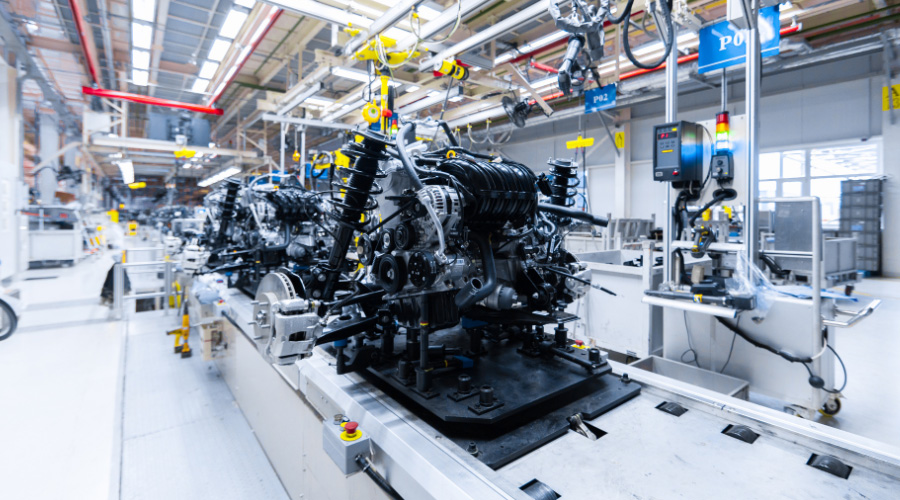
Automated Visual Inspection Applications & Examples
Application Examples for Automated Visual Inspection In an era defined by rapid technological advancements and increasingly demanding consumer expectations, the pursuit of flawless product quality has become a paramount goal for industries worldwide. This pursuit, once reliant on human judgment and painstaking manual inspection, is now propelled by automated visual inspection systems. The fusion [...]

Cargo Fire Suppression: A Strong Shield, but is it Enough?
Is Cargo Fire Suppression Enough to Keep You Safe?Fire Safety in Aviation and Maritime ShippingIn the realm of modern logistics, the secure transportation of goods across skies and seas is paramount for global trade. Yet, in the midst of this complex network of transportation, the looming threat of cargo fires remains a persistent worry. The [...]

Power Plant Fire Protection: The Biomass One Success Story
Power Plant Fire Protection Application Story Biomass One's Journey to Improving Power Plant Fire Protection Biomass One, a leading biomass power plant located in White City, Oregon, has continuously pushed the boundaries of the industry by embracing cutting-edge technologies. At the forefront of their mission is the unwavering commitment to enhancing safety and efficiency [...]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}