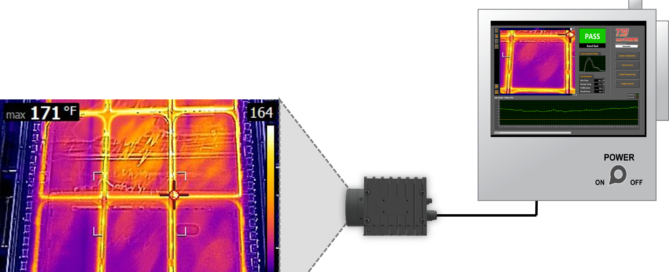
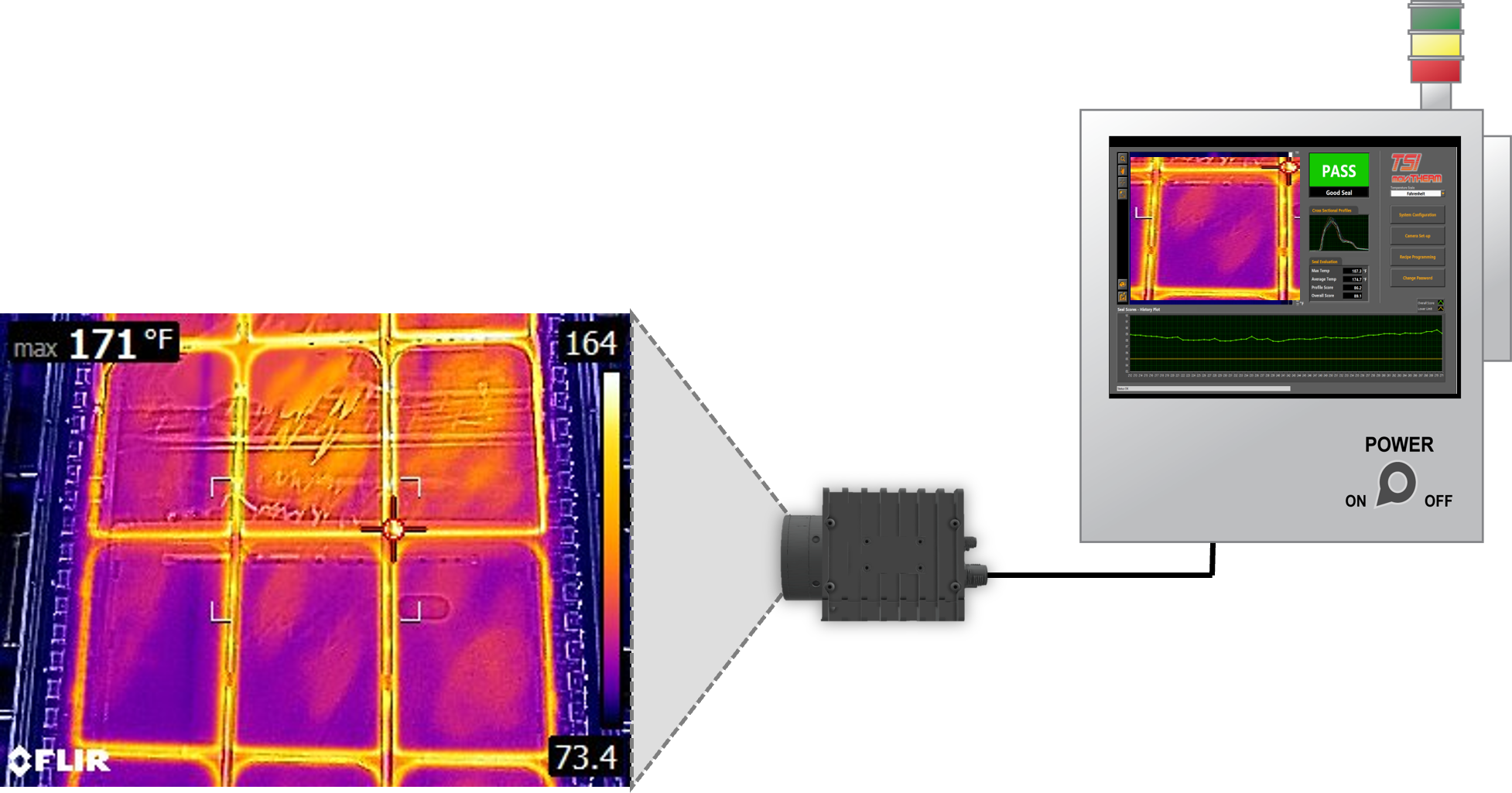
Packaging Seal Integrity Ensured Using Infrared
Ensuring Packaging Seal Integrity with Infrared Inspection Package seal integrity is critical for today’s manufacturers. For example, in the food and beverage space, faulty packaging limits the shelf life of a product. This increases waste, especially for perishable items where package leaks accelerate the decomposition process. For the pharma and health industries, package sterility ensures [...]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}