Quench Pit Monitoring Application Using Thermal Imaging
Overview Quench Pit Monitoring System
Heat treating is used in metal manufacturing to alter the chemical and physical properties of the resulting metal parts. Careful application of a specific sequence of heating and cooling cycles for pre-determined time intervals enables metallurgists to control the hardness or softness of the resulting parts.
Maintaining tight control over heating and quenching sequences is very important to companies that manufacture wear parts for industrial applications. By controlling heating and cooling cycles, manufacturers can regulate the relative hardness of machine components, making easily replaced “wear components” softer, while critical mechanical parts can be harder. Wear parts help to prolong the life of machines, and reduce service and maintenance costs in the field.

Figure 1: Parts above the Quench Pit following a cooling cycle
FLIR integration partner MoviTHERM (Irvine, CA) was approached by a prominent manufacturer of wear parts to design and deploy a thermal imaging system to inspect parts immediately following a critical quenching process.
Process Sequence
The parts to be inspected are first heated in a kiln to temperatures approaching 2,000 °F. After heating, the parts are transferred to a liquid cooling chamber or “Quench Pit”, for quenching. After some time has elapsed, the parts are removed from the cooling chamber, and the temperatures of the parts are measured.
A FLIR A310f thermal camera captures an image. Hot spots in the image are examined to see if additional cooling cycles will be necessary to bring all parts below a pre-defined temperature limit. The critical process components are depicted in Figure 2.
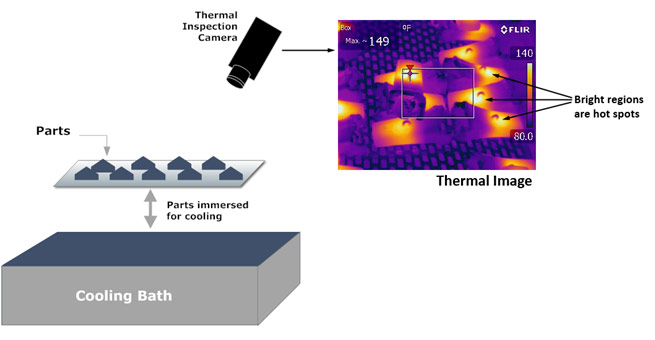
Figure 2: Key System Components

Figure 3: Thermal Image of Hot Parts
Key Components of the Inspection System
The inspection system hardware is depicted in Figures 4 and 5.

Figure 4: Photo of System Components
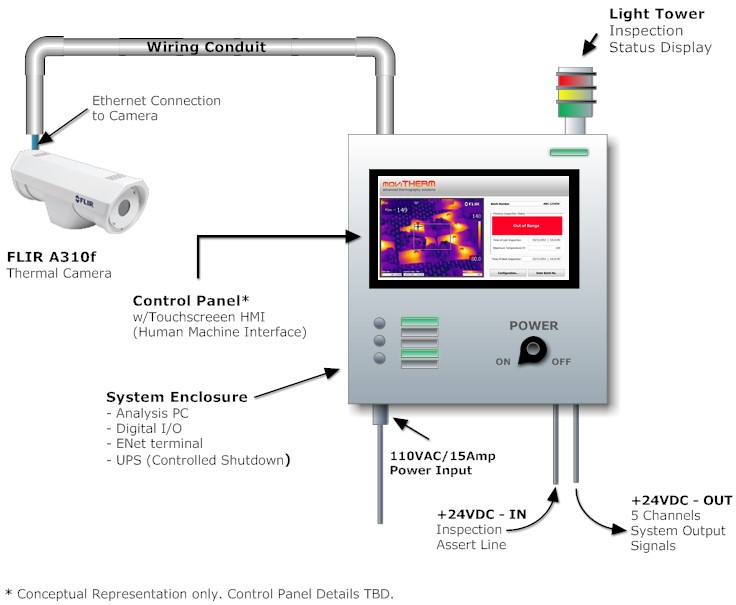
Figure 5: Control System Hardware Overview
FLIR A310f Thermal Camera Specifications
That Camera used in this Quench Pit Monitoring System has:
- Environmental housing with specifications to IP66
- 45° Lens
- High sensitivity to < 50 mK
- 16 bit image resolution
- 100Mb Ethernet
- PoE (Power over Ethernet)
Software User Interface
The system is controlled via a touchscreen mounted on the front face of the electrical panel. The operator configures the inspection at the start of the sequence, and the Inspection System tracks the motion of the parts into and out of the cooling chamber.
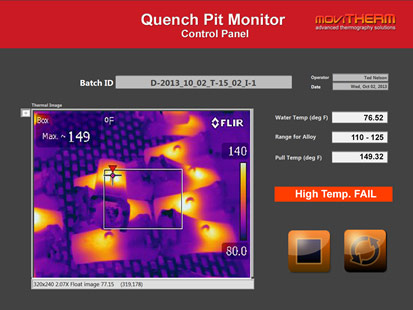
Figure 6 shows the HMI screen layout for the Inspection Results Screen.
The most prominent item in this screen image is the purple and orange Thermal Image on the left side of the panel. The FLIR A310f camera passes an image to the Analysis PC image at the completion of the quench cycle. The brighter regions in the image reflect higher temperatures, with the whitest areas being the hottest. Black areas are the coolest, with purple and eventually orange areas representing increasing temperatures from 80°F to 140°F , as reflected in the and vertical legend in the left side of the thermal image. In this instance, the parts are still above the target temperature range, so the operator can repeat the quench cycle by selecting the Looping Arrow button in the lower right-hand corner of the touch-enabled screen.
About moviTHERM
moviTHERM – Advanced Thermography Solutions was founded in 1999. The company offers solutions for plastic welding, package sealing, and non-destructive testing. In addition, moviTHERM provides IoT Cloud monitoring solutions for thermal imaging applications for early fire detection, machine condition monitoring, and other applications. moviTHERM is a Teledyne Flir Premium Partner and master distributor for FLIR Thermal Cameras for automation and science applications.