Video-based Fire Detection Systems Used in Metal Recycling Centers
Why do metal recycling facilities catch fire?
The number of metal recycling plant fires has risen over the last few years. An increased amount of lithium ion batteries found in the waste stream may be what is causing most fire incidents.
Recycling centers will receive flammable materials like lubricants, paints, grease, oil, propane, and gas tanks mingled with recyclables. As recycled materials are cut, crushed, compacted, or shredded, traces of flammable substances can ignite when pressure is applied.
With more lithium-ion batteries in consumer goods and an emphasis on recycling, we see more battery waste in recycling facilities. This makes it difficult for facility managers to prevent recycling fires. When lithium-ion batteries are broken or crushed, they can become hot, start to smoke, and start a facility fire. Thus, magnifying an already hazardous condition when added to the scrap metal recycling process.
Devices for Detecting Metal Recycling Fires
There are various fire detection sensors available today that alert recycling managers of fire formation. Different devices have different varying detection timing during the progression of a fire. The following chart shows the relative detectability of fire detection devices at different stages of fire development with corresponding damage levels.
With the number of fire outbreaks increasing in recycling centers, the pressure is on for facility owners. Finding a solution that minimizes fire risks and keeps employees safe is nothing, but a taxing task.
Infrared cameras are the only device to detect a hot spot and show early signs of fire formation. Recycling facility managers are finding that fire alarms and smoke detectors are not giving enough warning time. Having slow response warning systems make it difficult to prevent an industrial fire.
Because of this, industrial and manufacturing centers are beginning to lean towards solutions that use thermal cameras for early warning fire detection. By installing a video-based fire detection system, managers have increased control over industrial fire safety.
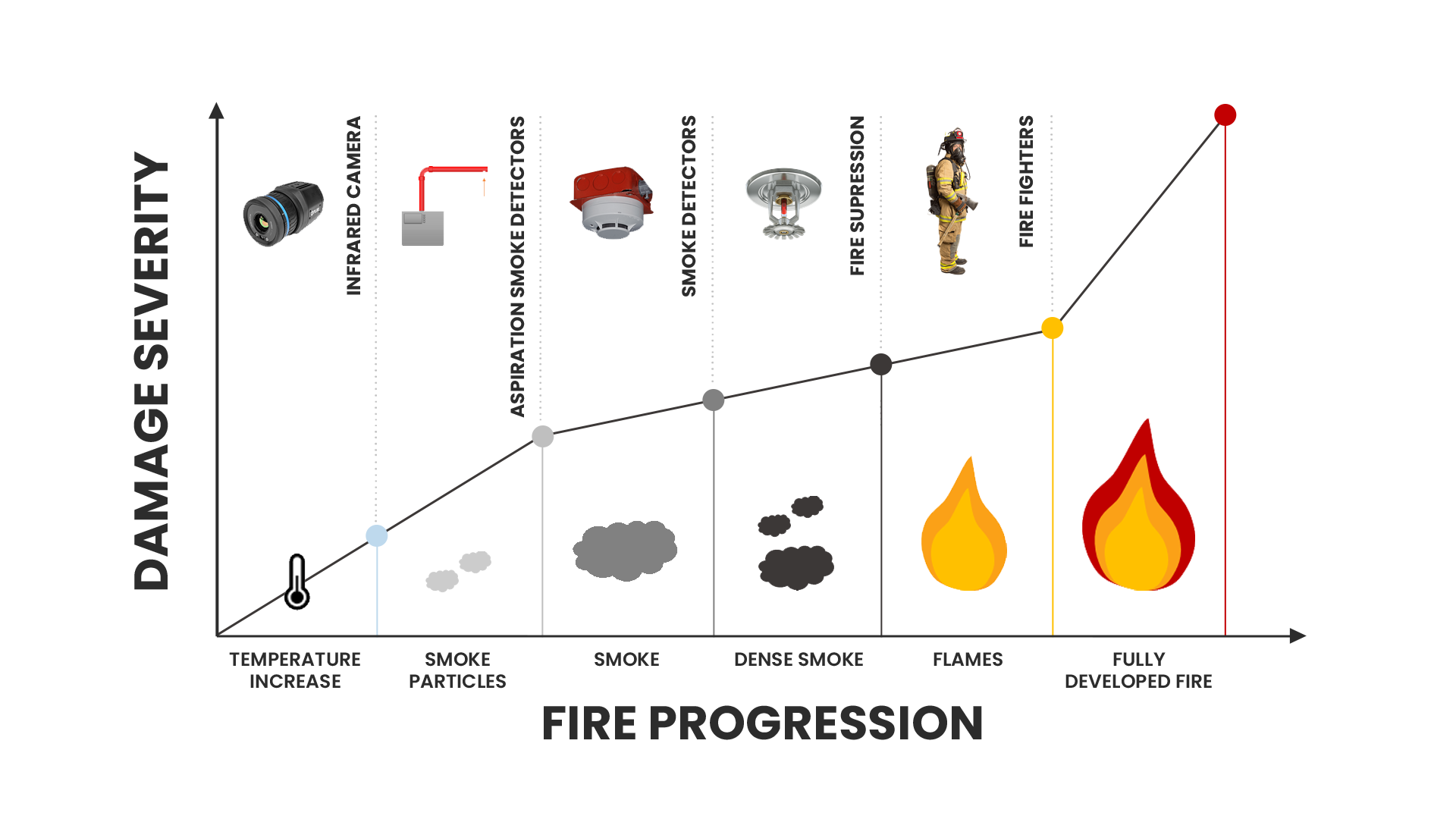
Graph of fire progression, showing infrared cameras are the first to detect fire.
How can infrared cameras see fire?
Before forming black smoke or flames, infrared cameras (IR) are the first to detect signs of a fire. IR cameras give employees, first responders, and the fire department enough time to avoid and prevent a fire. Infrared cameras can spot high temperatures at an early stage, serving as a heat detector video surveillance system in your facility.
IR cameras operate on the heat transfer principle of radiation. The infrared camera has a focal plane array of detector elements that sense infrared light radiated from object surfaces. The radiation captured by the infrared camera detector is digitized, converted to data, and displayed as a viewable image.
Calibrated IR cameras can report temperature measurements from specific spots, lines, and areas on live or recorded images. IR cameras are available in different wavebands, pixel resolutions, lens configurations, and communication protocols to meet various installation requirements.
Implementing IoT with Fire Protection Systems
The industrial internet of things (IoT) refers to connected sensors, instruments, and other devices networked into software applications. IoT applications use predictive video analytics and artificial intelligence (AI). These connected networks create systems that can monitor, collect, exchange, analyze, and deliver valuable insights into a system or process.
Fire safety is an area that realizes the benefits of IoT when combined with thermal imaging cameras. With IoT fire alarm systems, safety alerts can be sent to hundreds of people quickly and effectively. Communication options could include voice calls, texts, and emails to targeted recipients to establish quick and effective awareness.
Early fire detection technology can improve emergency planning by using algorithms to prepare better emergency and safety plans.
The system can consider factors such as:
- The number of people in the facility.
- The location of the fire.
- The rate at which the fire is spreading.
- The direction of the fire.
This helps prevent congestion by guiding workers to different locations for optimum safety routing.
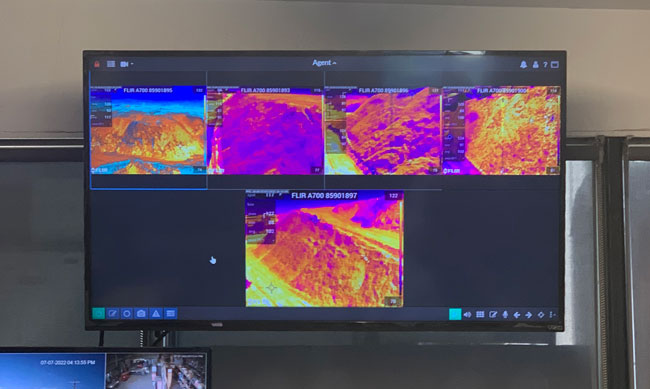
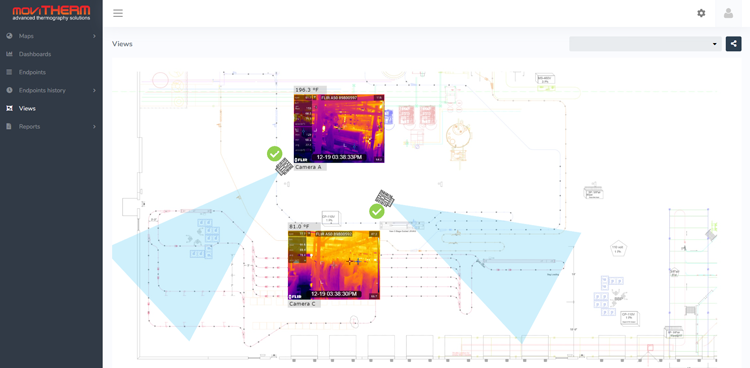
Video-based fire detection system showing different thermal images of different areas in a facility.
How do metal recycling facilities benefit from installing an infrared video-based fire detection system?
Before early fire detection, material handlers in the waste and recycling industry would unknowingly spread hot materials. Accidently increasing the size of the fire hazard. With fire detection systems that implement early alert notifications, machine operators can avoid problem spots and prevent spreading potential fire hazards.
Fire detection camera systems that leverage IoT are typically less expensive to install and maintain than traditional industrial fire alarm systems. Because the early fire detection software resides in the cloud, there is no need for a dedicated facility computer server. This allows users to access the fire detection system from any device, anywhere, anytime with an available internet connection.
Available communication technology can be added to existing fire detectors, such as smoke alarms, making retrofitting existing systems for IoT easy. By warning earlier on the pathway to ignition, metal recycling center operators avoid costly and potentially life threatening fires.
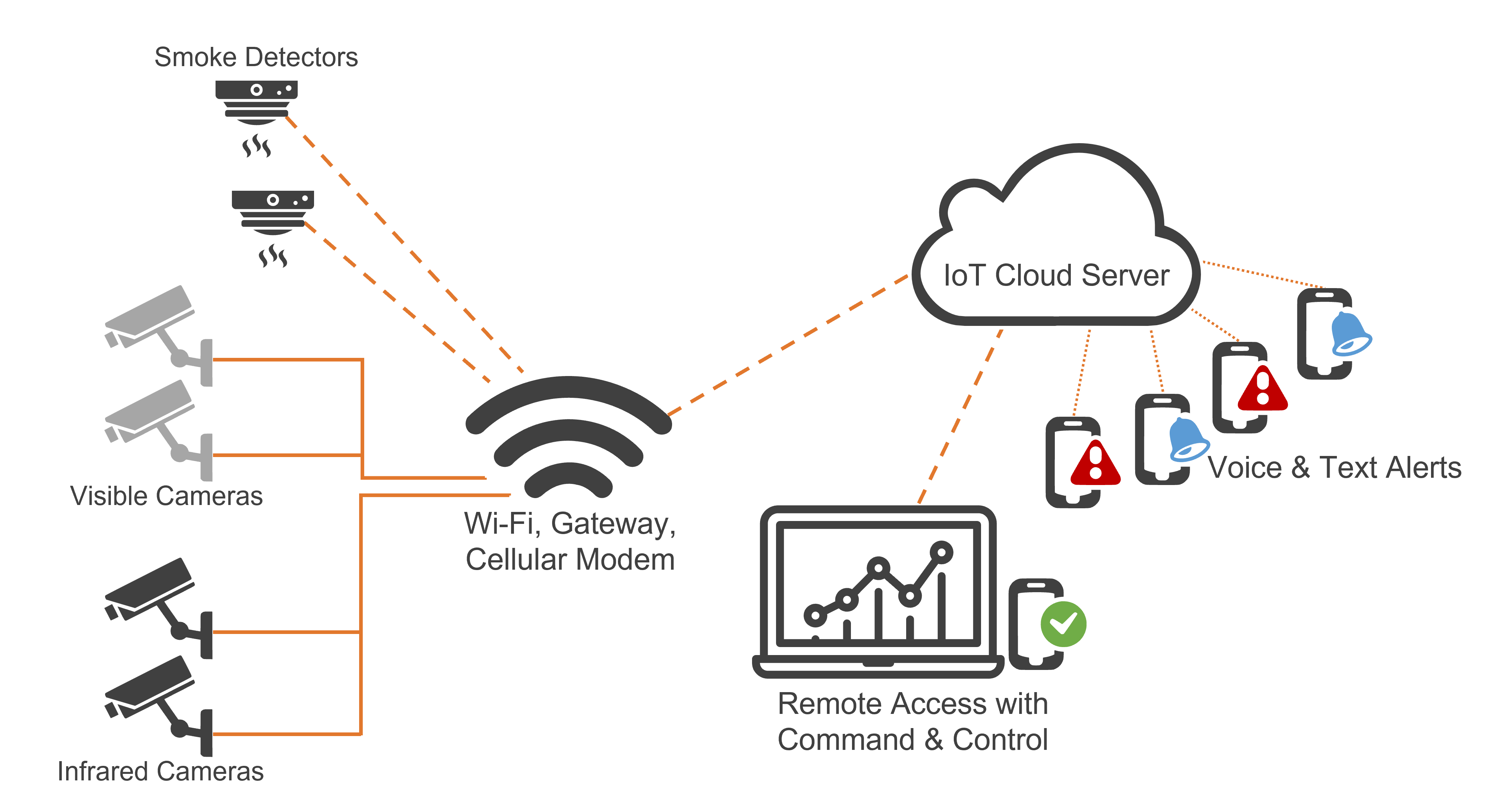
Sample IoT EFD Configuration for Waste Facilities
Ensure you install a system that meets all your needs!
Industrial and manufacturing facilities benefit when working with experienced fire detection integrators. Experts in the field should thoroughly examine installation sites before designing a detection system. This ensures your fire detection system includes the best fit sensors in the best locations.
Early fire detection IoT systems are easily configurable and can operate in settings beyond metal recycling. Other industrial settings that benefit from infrared fire detection systems include: coal, biomass, industrial laundry, wood processing, trash bunkers, and more.

About MoviTHERM
MoviTHERM – Advanced Thermography Solutions was founded in 1999. The company offers solutions for plastic welding, package sealing, and non-destructive testing. In addition, MoviTHERM provides IoT Cloud monitoring solutions for thermal imaging applications for early fire detection, machine condition monitoring, and other applications. MoviTHERM is a Teledyne FLIR Premium Partner and master distributor for FLIR Thermal Cameras for automation and science applications.